ஓவர்மோல்டிங் சேவை

பொறியியல் நிபுணத்துவம் மற்றும் வழிகாட்டுதல்
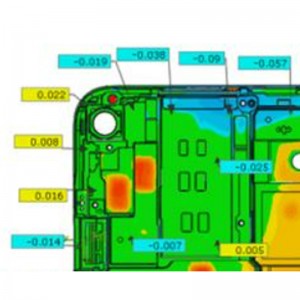
மோல்டிங் பகுதி வடிவமைப்பு, GD&T சரிபார்ப்பு, பொருள் தேர்வு ஆகியவற்றை மேம்படுத்த பொறியியல் குழு உங்களுக்கு உதவும். 100% உயர் உற்பத்தி சாத்தியக்கூறு, தரம், கண்டறியக்கூடிய தன்மையுடன் தயாரிப்பை உறுதி செய்கிறது.
எஃகு வெட்டுவதற்கு முன் உருவகப்படுத்துதல்
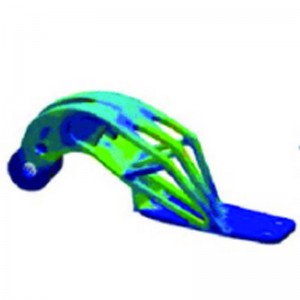
ஒவ்வொரு ப்ரொஜெக்ஷனுக்கும், இயற்பியல் மாதிரிகளை உருவாக்குவதற்கு முன் சிக்கலைக் கணிக்க ஊசி மோல்டிங் செயல்முறை, இயந்திர செயல்முறை, வரைதல் செயல்முறையை உருவகப்படுத்த அச்சு-ஓட்டம், கிரியோ, மாஸ்டர்கேம் ஆகியவற்றைப் பயன்படுத்துவோம்.
துல்லியமான சிக்கலான தயாரிப்பு உற்பத்தி
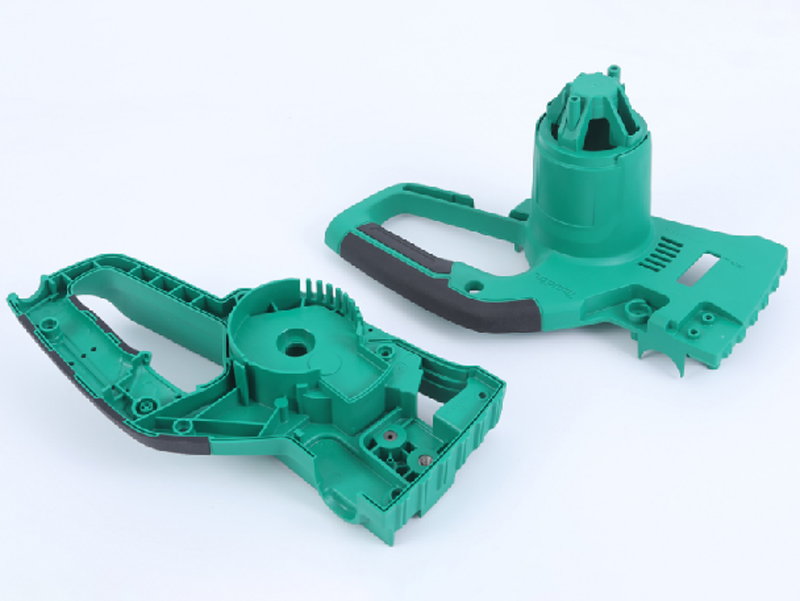
எங்களிடம் ஊசி மோல்டிங், CNC இயந்திரம் மற்றும் தாள் உலோக உற்பத்தி ஆகியவற்றில் சிறந்த பிராண்ட் உற்பத்தி வசதிகள் உள்ளன. இது சிக்கலான, உயர் துல்லியத் தேவை தயாரிப்பு வடிவமைப்பை அனுமதிக்கிறது.

வீட்டுச் செயல்முறை
ஊசி அச்சு தயாரித்தல், ஊசி அச்சு தயாரித்தல் மற்றும் பேட் பிரிண்டிங்கின் இரண்டாவது செயல்முறை, வெப்ப ஸ்டேக்கிங், சூடான ஸ்டாம்பிங், அசெம்பிளி அனைத்தும் வீட்டிலேயே உள்ளன, எனவே உங்களுக்கு மிகக் குறைந்த செலவு மற்றும் நம்பகமான மேம்பாட்டு முன்னணி நேரம் கிடைக்கும்.
ஓவர்மோல்டிங் (மல்டி-கே இன்ஜெக்ஷன் மோல்டிங்)
ஓவர்மோல்டிங் என்பது மல்டி-கே இன்ஜெக்ஷன் மோல்டிங் என்றும் அழைக்கப்படுகிறது. இது இரண்டு அல்லது பல பொருட்கள், வண்ணங்களை ஒன்றாக இணைக்கும் ஒரு தனித்துவமான செயல்முறையாகும். பல வண்ணம், பல கடினத்தன்மை, பல அடுக்கு & தொடு உணர்வு தயாரிப்பை அடைய இது ஒரு சிறந்த வழியாகும். ஒற்றை ஷாட்டிலும் பயன்படுத்தப்படும் இந்த செயல்முறையால் தயாரிப்பு அடைய முடியவில்லை. மல்டி-ஷாட் மோல்டிங்கின் மிகவும் பொதுவான வகை டபுள்-ஷாட் இன்ஜெக்ஷன் மோல்டிங் அல்லது பொதுவாக 2K இன்ஜெக்ஷன் மோல்டிங் என்று அழைக்கப்படுகிறது.
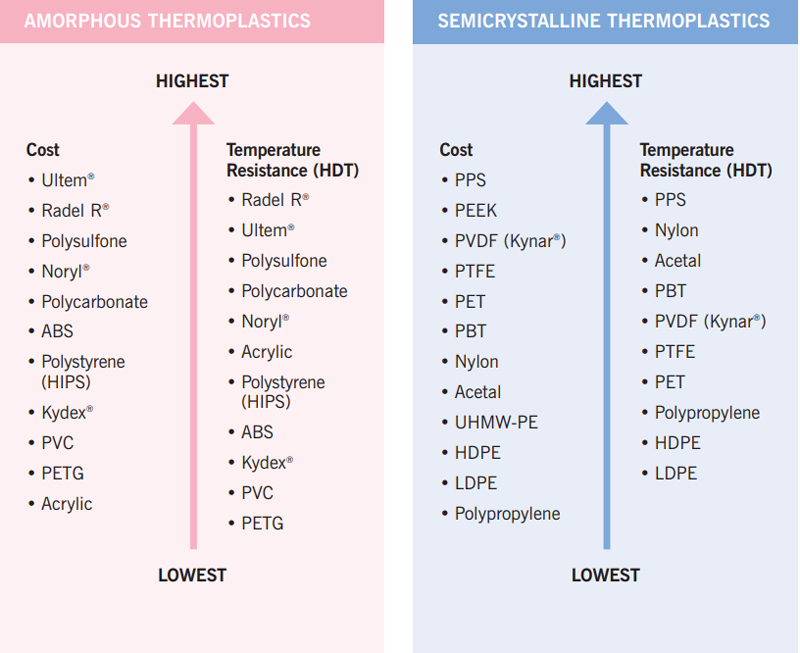
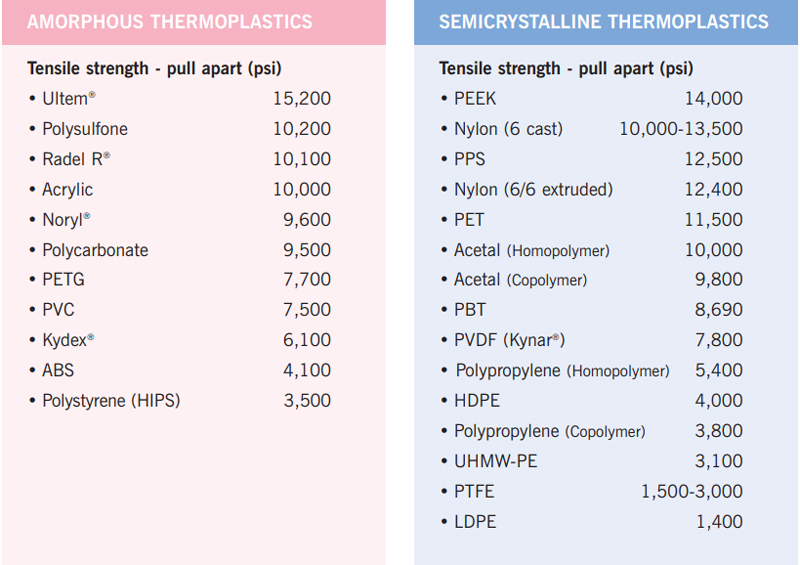
பொருள் தேர்வு
தயாரிப்பு தேவை மற்றும் பயன்பாட்டிற்கு ஏற்ப சிறந்த பொருளைக் கண்டறிய FCE உங்களுக்கு உதவும். சந்தையில் நிறைய தேர்வுகள் உள்ளன, ரெசின்களின் பிராண்ட் மற்றும் தரத்தை பரிந்துரைக்க செலவு குறைந்த மற்றும் விநியோகச் சங்கிலி நிலைத்தன்மையையும் நாங்கள் பரிந்துரைப்போம்.
வார்ப்பட பகுதி பூச்சுகள்
| பளபளப்பான | அரை பளபளப்பான | மேட் | அமைப்பு |
| SPI-A0 (எஸ்பிஐ-ஏ0) | SPI-B1 | SPI-C1 (SPI-C1) என்பது SPI-C1 இன் ஒரு பகுதியாகும். | எம்டி (மோல்டெக்) |
| SPI-A1 | SPI-B2 | SPI-C2 (SPI-C2) என்பது SPI-C2 இன் ஒரு பகுதியாகும். | VDI (Verein Deutscher Ingenieure) |
| SPI-A2 (SPI-A2) என்பது 1990 ஆம் ஆண்டு வெளியிடப்பட்ட SPI-A2 இன் ஒரு பகுதியாகும். | SPI-B3 (SPI-B3) என்பது SPI-B3 இன் ஒரு பகுதியாகும். | SPI-C3 (SPI-C3) என்பது SPI-C3 இன் ஒரு பகுதியாகும். | ஒய்எஸ் (யிக் சாங்) |
| SPI-A3 (SPI-A3) என்பது 1990 ஆம் ஆண்டு வெளியிடப்பட்ட ஒரு செயலியாகும். |
FCE ஊசி மோல்டிங் தீர்வுகள்
கருத்தாக்கத்திலிருந்து யதார்த்தத்திற்கு
முன்மாதிரி கருவி
உண்மையான பொருள் மற்றும் செயல்முறையுடன் விரைவான வடிவமைப்பு சரிபார்ப்புக்கு, வேகமான முன்மாதிரி எஃகு கருவி இதற்கு ஒரு நல்ல தீர்வாகும். இது உற்பத்தியின் பாலமாகவும் இருக்கலாம்.
- குறைந்தபட்ச ஆர்டர் வரம்பு இல்லை
- சிக்கலான வடிவமைப்பு சாத்தியம்
- 20k ஷாட் டூலின் ஆயுள் உத்தரவாதம்.
உற்பத்தி கருவிகள்
பொதுவாக கடினமான எஃகு, ஹாட் ரன்னர் அமைப்பு, கடினமான எஃகு. கருவி ஆயுள் சுமார் 500k முதல் 1 மில்லியன் ஷாட்கள் வரை இருக்கும். யூனிட் தயாரிப்பு விலை மிகவும் குறைவு, ஆனால் அச்சு விலை முன்மாதிரி கருவியை விட அதிகமாக இருக்கும்.
- 1 மில்லியனுக்கும் அதிகமான ஷாட்கள்
- அதிக செயல்திறன் மற்றும் இயக்க செலவு
- உயர் தயாரிப்பு தரம்
முக்கிய நன்மைகள்
சிக்கலான வடிவமைப்பு ஏற்றுக்கொள்ளல்
மல்டி-கே ஊசி மோல்டிங் கூடுதல் செயல்பாடுகளைச் செய்யக்கூடிய சிக்கலான பாகங்களை உருவாக்குகிறது.
செலவு சேமிப்பு
ஒருங்கிணைந்த பகுதியாக வடிவமைக்கப்பட்டு, பிணைப்பு செயல்முறையை நீக்கி, அசெம்பிளி மற்றும் தொழிலாளர் செலவைக் குறைக்கிறது.
இயந்திர வலிமை
மல்டி-கே இன்ஜெக்ஷன் மோல்டிங் ஒரு வலுவான மற்றும் நீடித்த தயாரிப்பு, மேம்பட்ட பகுதி வலிமை மற்றும் கட்டமைப்பை வழங்குகிறது.
பல வண்ண அழகுசாதனப் பொருட்கள்
அழகான பல வண்ணப் பொருளை வழங்கும் திறன், வண்ணம் தீட்டுதல் அல்லது முலாம் பூசுதல் போன்ற இரண்டாம் நிலை செயல்முறைக்கான தேவையை நீக்குகிறது.
வழக்கமான வளர்ச்சி செயல்முறை

DFx உடனான மேற்கோள்
உங்கள் தேவை தரவு மற்றும் பயன்பாடுகளைச் சரிபார்க்கவும், பல்வேறு பரிந்துரைகளுடன் சூழ்நிலை மேற்கோள்களை வழங்கவும். உருவகப்படுத்துதல் அறிக்கையை இணையாக வழங்க வேண்டும்.

முன்மாதிரி மதிப்பாய்வு (மாற்று)
வடிவமைப்பு மற்றும் வார்ப்பு செயல்முறை சரிபார்ப்புக்கான முன்மாதிரி மாதிரிகளை வார்ப்பதற்கு விரைவான கருவியை (1~2வாரங்கள்) உருவாக்குங்கள்.

உற்பத்தி அச்சு மேம்பாடு
முன்மாதிரி கருவி மூலம் நீங்கள் உடனடியாக ரேம்ப் அப்-ஐத் தொடங்கலாம். தேவை மில்லியன் கணக்கானவர்களுக்கு மேல் இருந்தால், இணையாக பல-குழிவுறுதல் மூலம் அச்சு உற்பத்தியைத் தொடங்குங்கள், இது தோராயமாக 2~5 வாரங்கள் எடுக்கும்.

மீண்டும் ஆர்டர் செய்
தேவையை பூர்த்தி செய்ய நீங்கள் கவனம் செலுத்தினால், 2 நாட்களுக்குள் டெலிவரி செய்யத் தொடங்கலாம். கவனம் செலுத்தும் ஆர்டர் இல்லை, 3 நாட்களுக்குள் பகுதியளவு ஷிப்மென்ட்டை நாங்கள் தொடங்கலாம்.
கேள்வி பதில்
ஓவர்மோல்டிங் என்றால் என்ன?
ஓவர்மோல்டிங் என்பது இரண்டு பொருட்கள் (பிளாஸ்டிக் அல்லது உலோகம்) ஒன்றாக பிணைக்கப்படும் ஒரு பிளாஸ்டிக் உற்பத்தி செயல்முறையாகும். பிணைப்பு பொதுவாக வேதியியல் பிணைப்பாகும், ஆனால் சில நேரங்களில் இயந்திர பிணைப்பு வேதியியல் பிணைப்புடன் ஒருங்கிணைக்கப்படுகிறது. முதன்மை பொருள் சப்ஸ்ட்ரேட் என்றும், இரண்டாம் நிலை பொருள் அடுத்தடுத்தது என்றும் அழைக்கப்படுகிறது. குறைக்கப்பட்ட உற்பத்தி செலவு மற்றும் விரைவான சுழற்சி நேரம் காரணமாக ஓவர்மோல்டிங் பிரபலமடைந்து வருகிறது. அதற்கு மேல், ஓவர்மோல்டிங் செயல்பாட்டில் நீங்கள் அழகியல் ரீதியாக ஈர்க்கும் தயாரிப்புகளைப் பெற முடியும்.
இரட்டை ஷாட் பயன்படுத்த சிறந்த பகுதி?
- பொத்தான்கள் மற்றும் சுவிட்சுகள், கைப்பிடிகள், பிடிகள் மற்றும் தொப்பிகள்.
- பல வண்ணப் பொருட்கள் அல்லது வர்ணம் பூசப்பட்ட லோகோக்கள்.
- இரைச்சல் பட்டைகள் மற்றும் அதிர்வு தடுப்பியாக செயல்படும் பல பாகங்கள்.
- வாகன, மருத்துவ மற்றும் நுகர்வோர் தொழில்கள்.
ஓவர்மோல்டிங் பயன்பாடு
பிளாஸ்டிக்கின் மேல் பிளாஸ்டிக்
முதல் திடமான பிளாஸ்டிக் அடி மூலக்கூறு வார்க்கப்பட்டு, பின்னர் மற்றொரு திடமான பிளாஸ்டிக் அடி மூலக்கூறு மீது அல்லது அதைச் சுற்றி வார்க்கப்படுகிறது. பல வண்ணங்கள் மற்றும் பிசின்களைப் பயன்படுத்தலாம்.
பிளாஸ்டிக்கின் மேல் ரப்பர்
முதலில் ஒரு கடினமான பிளாஸ்டிக் அடி மூலக்கூறு வார்க்கப்படுகிறது, பின்னர் ஒரு மென்மையான ரப்பர் அல்லது TPE அடி மூலக்கூறின் மீது அல்லது அதைச் சுற்றி வார்க்கப்படுகிறது.
உலோகத்தின் மேல் பிளாஸ்டிக்
முதலில் ஒரு உலோக அடி மூலக்கூறு இயந்திரமயமாக்கப்பட்டு, வார்க்கப்படுகிறது அல்லது உருவாக்கப்படுகிறது, பின்னர் அடி மூலக்கூறு கருவியில் செருகப்பட்டு, பிளாஸ்டிக் உலோகத்தின் மீது அல்லது அதைச் சுற்றி வார்க்கப்படுகிறது. இது பெரும்பாலும் ஒரு பிளாஸ்டிக் பகுதியில் உலோகக் கூறுகளைப் பிடிக்கப் பயன்படுகிறது.
உலோகத்தின் மேல் ரப்பர்
முதலில் ஒரு உலோக அடி மூலக்கூறு இயந்திரமயமாக்கப்பட்டு, வார்க்கப்படுகிறது அல்லது உருவாக்கப்படுகிறது, பின்னர் அடி மூலக்கூறு கருவியில் செருகப்பட்டு ரப்பர் அல்லது TPE உலோகத்தின் மீது அல்லது அதைச் சுற்றி வார்க்கப்படுகிறது. இது பெரும்பாலும் மென்மையான பிடிமான மேற்பரப்பை வழங்கப் பயன்படுகிறது.



