د CNC ماشین کولو خدمت

د CNC ماشین کولو موجوده پروسه

د CNC ملنګ خدمت
د 50 څخه زیاتو سیټونو سره د 3، 4، او 5 محور CNC ماشینونو سره چې تر ±0.0008″ (0.02 ملي میتر) پورې د CNC دقیق ملنګ پرزو پورې لوړ زغم چمتو کوي. د پروټوټایپ ماشین کولو او تولید لپاره آنلاین ماشین پلورنځی.
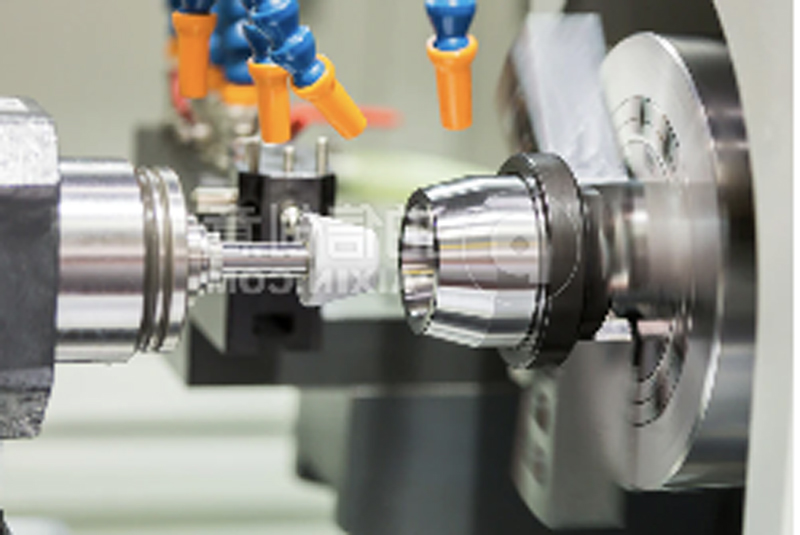
د CNC بدلولو خدمت
د ۸۰+ CNC لیتونو او CNC بدلولو مرکزونه، کولی شي د چټک غبرګون سره د ارزانه دقیق ماشین کولو خدمات چمتو کړي. د پیچلو محصولاتو سره د ملاتړ لپاره ۱۵+ کاله مسلکي انجینران.

د بریښنایی خارجولو ماشین (EDM)
د نازکو جوړښتونو لپاره د غیر تماس ماشین کولو طریقه. د بریښنایی خارجولو ماشین کولو (EDM) دوه ډوله پروسې چې موږ یې وړاندې کوو، د تار EDM او سنکر EDM. دا پروسې د ژورو جیبونو او پیچلو ځانګړتیاو لکه ګیرونو او سوریو د کیلي لارې سره پرې کولو لپاره ګټورې دي.
د CNC ماشین کولو غوښتنلیکونه
چټک اوزار
د CNC ماشین کول د فکسچرونو یا مولډونو جوړولو لپاره یو مناسب حل دی. د CNC ماشین کول کولی شي د بشپړ کثافت لرونکي، دوامدار موادو لکه المونیم 5052 او سټینلیس سټیل لوړ ډولونه پرې کړي.


چټک پروټوټایپینګ
پروټوټایپونه به په یوه ورځ کې چمتو شي. موږ د چټکو او لوړ کیفیت پروټوټایپونو ملاتړ لپاره له ۲۰ څخه ډیر ماهر ماشین جوړونکي لرو. د پروټوټایپونو لپاره د ارزانه فلزي الیاژونو او پلاستیکونو مختلف ډولونه کارول کیدی شي.
د پای کارونې تولید
د +/- 0.001 انچه په څیر ټیټ زغم، د تصدیق وړ موادو انتخابونه او د سطحې درملنې مختلف پروسې د CNC ماشین کول د پای کارونې پرزو لپاره غوره ټیکنالوژي ګرځوي. زرګونه ټوټې به په ورځو کې چمتو شي.

د CNC ماشین کولو موادو انتخاب----فلزات
FCE به تاسو سره د محصول اړتیا او غوښتنلیک سره سم غوره موادو موندلو کې مرسته وکړي. د غوره موادو موندلو لپاره د ګړندي او ارزانه انتخابونو ترمنځ غوره کړئ.
· د CNC ماشین کولو المونیم الیاژونه
المونیم ۶۰۶۱
المونیم ۵۰۵۲
المونیم ۲۰۲۴
المونیم ۶۰۶۳
المونیم ۷۰۵۰
المونیم ۷۰۷۵
المونیم MIC-6
· د CNC ماشین کولو مسو الیاژونه
مسو ۱۰۱
د مسو C110
· د CNC ماشین کولو برونزو الیاژونه
مسو C932
· د CNC ماشین کولو پیتل الیاژونه
مس ۲۶۰
د مسو ۳۶۰
· د CNC ماشین کولو سټینلیس سټیل الیاژونه
نایټرونیک ۶۰ (۲۱۸ ایس ایس)
د زنګ وهلو سټیل ۱۵-۵
د زنګ وهلو سټیل ۱۷-۴
د زنګ وهلو سټیل ۱۸-۸
د زنګ وهلو سټیل 303
د زنګ وهلو سټیل 316/316L
د زنګ وهلو سټیل ۴۱۶
د زنګ وهلو سټیل ۴۱۰
د زنګ وهلو سټیل ۴۲۰
د زنګ وهلو سټیل 440C
· د CNC ماشین کولو فولادو الیاژونه
فولاد ۱۰۱۸
فولاد ۱۲۱۵
فولاد ۴۱۳۰
فولاد ۴۱۴۰
فولاد 4140PH
فولاد ۴۳۴۰
د فولادو A36
· د CNC ماشین کولو ټایټانیوم الیاژ
ټایټانیوم (دوهمه درجه)
ټایټانیوم (پنځمه درجه)
· د CNC ماشین کولو زنک الیاژ
د زنک الیاژ
د CNC ماشین کولو موادو انتخاب---- پلاستیک
FCE به تاسو سره د محصول اړتیا او غوښتنلیک سره سم غوره موادو موندلو کې مرسته وکړي. د غوره موادو موندلو لپاره د ګړندي او ارزانه انتخابونو ترمنځ غوره کړئ.
· ABS
ABS په اسانۍ سره د معیاري ماشین کولو تخنیکونو له لارې ماشین کیږي، لکه ګرځول، مل کول، برمه کول او اره کول.
· اکریلیک
یو شفاف شیشه ته ورته پلاستیک، چې معمولا د بهرني استعمال لپاره کارول کیږي. ښه اغوستلو او اوښکو ځانګړتیاوې لري.
· ډیلرین (اسیټل)
ډیلرین د ښه رطوبت مقاومت، لوړ اغوستلو مقاومت، او ټیټ رګیدو سره دی.
· ګارولایټ G10
G10 قوي، ماشیني او بریښنایی عایق دی. دا د فایبر ګلاس ټوکر تقویت سره د اور ضد ایپوکسی رال څخه جوړ شوی دی.
· HDPE
لوړ کثافت پالیتیلین د رطوبت او کیمیاوي موادو په وړاندې مقاومت لرونکی پلاستیک دی چې د ښه اغیز ځواک لري. معمولا د بیروني کارونو، اوبو ضد کانټینرونو او سیلونو لپاره کارول کیږي.
· نایلان ۶/۶
نایلان ۶/۶ د تودوخې او/یا کیمیاوي مقاومت لاندې میخانیکي ځواک، سختۍ، ښه ثبات زیاتوي.
·پي سي (پولي کاربونیټ)
کمپیوټر غوره میخانیکي او ساختماني ځانګړتیاوې لري. په پراخه کچه په موټرو، فضايي، او نورو غوښتنلیکونو کې کارول کیږي چې دوام او ثبات ته اړتیا لري.
· کتنه
PEEK ډیری وختونه د فلزي برخو لپاره د سپک وزن بدیل موادو په توګه کارول کیږي. معمولا د لوړې تودوخې او لوړ فشار غوښتنلیکونو کې کارول کیږي. PEEK د کیمیاوي موادو، اغوستلو او رطوبت په وړاندې مقاومت کوي، غوره کشش وړاندې کوي،
·پولی پروپیلین
پولی پروپیلین د کیمیاوي موادو یا زنګ وهلو په وړاندې مقاومت لري. دا غوره بریښنایی ځانګړتیاوې لري او لږ یا هیڅ رطوبت جذب نه کوي. دا د اوږدې مودې لپاره په پراخه کچه مختلف تودوخې کې سپک بارونه لیږدوي.
·PTFE (ټیفلون)
PTFE د کیمیاوي مقاومت او په سختو تودوخې کې د فعالیت په برخه کې له ډیرو پلاستیکونو څخه مخکې دی. دا د ډیری محلولونو په وړاندې مقاومت کوي او یو غوره بریښنایی انسولټر دی.
· UHMW PE
د الټرا لوړ مالیکولي وزن پولیتیلین. UHMW PE رطوبت نه جذبوي او دا د اغوستلو او زنګ وهلو مقاومت، لوړ کیمیاوي مقاومت، ټیټ سطحي رګ، او لوړ اغیز ځواک یو ځانګړی ترکیب وړاندې کوي.
·پي وي سي
PVC معمولا په هغه چاپیریالونو کې کارول کیږي چې د مایعاتو سره مخ کیږي یا بریښنایی موصلیت ته اړتیا لري. او همدارنګه د کیمیاوي موادو په وړاندې خورا مقاومت لرونکی مصنوعي پلاستیک دی
د CNC ماشین کولو سطحه پای ته رسیږي
معیاري (لکه څنګه چې مل شوی)
دا د ماشین کولو تر ټولو ګړندۍ پروسه ده. د دې سطحه ۳.۲ μm (۱۲۶ μin) ناهمواره ده. ټولې تیزې څنډې لرې شوي، او برخې یې له منځه وړل شوي دي. د وسایلو نښې لیدل کیږي.

د مڼو چاودنه
د برخې سطحه د نرم او میټ ظاهري بڼه سره پاتې کیږي
ټمبلی شوی
دا د ماشین کولو تر ټولو ګړندۍ پروسه ده. د دې سطحه ۳.۲ μm (۱۲۶ μin) ناهمواره ده. ټولې تیزې څنډې لرې شوي، او برخې یې له منځه وړل شوي دي. د وسایلو نښې لیدل کیږي.

انود شوی
برخې په ډیری مختلفو رنګونو کې انودیز کیدی شي - روښانه، تور، خړ، سور، نیلي، طلا.
جذب
برخې په ډیری مختلفو رنګونو کې انودیز کیدی شي - تور، شفاف، سور، او طلایی.

د پوډر پوښ
برخې په ډیری مختلفو رنګونو کې انودیز کیدی شي - تور، شفاف، سور، او طلایی.
د CNC ماشین کولو ډیزاین لارښوونې
| ځانګړتیا | تفصیل |
| د داخلي کونج فلټونه | د داخلي کونج فلیټونه ډیزاین کړئ چې د شعاع لپاره د معیاري ډرل اندازې څخه 0.020" - 0.050" لوی وي. د داخلي کونج شعاع لپاره د لارښود په توګه د 1:6 (1:4 وړاندیز شوی) د ډرل قطر او ژوروالي تناسب تعقیب کړئ. |
| د فرش فلټونه | د فرش فلټونه د کونج فلټونو څخه کوچني ډیزاین کړئ ترڅو ورته وسیله د داخلي برخې څخه مواد پاک کړي. |
| انډرکټونه | تل د معیاري اندازو سره سم او له کونجونو څخه لرې انډرکټونه ډیزاین کړئ ترڅو د پرې کولو وسیلې لخوا د لاسرسي وړ وي. |
| ټیپ شوی/تار شوی سوری ژوروالی | د بشپړ تارونو ډاډ ترلاسه کولو لپاره د ټایپ شوي سوري ژوروالي څخه لږ څه د وسیلې پاکوالی ورکړئ. |
| پیچلتیا | د CNC ماشین کولو لګښتونو کمولو لپاره د کوچنیو کټونو شمیر لږترلږه وساتئ؛ یوازې په اړینو ځانګړتیاو کې ډیزاین کړئ ترڅو فعالیت د جمالیات سره متوازن کړئ. |
د CNC ماشین کولو زغم
| ځانګړتیا | تفصیل |
| د برخې اعظمي اندازه | د ۸۰ انچه x ۴۸ انچه x ۲۴ انچه (۲،۰۳۲ x ۱،۲۱۹ x ۶۱۰ ملي میتر) پورې د مېل شویو برخو. د لیته برخې تر ۶۲ انچه (۱،۵۷۵ ملي میتر) اوږدوالی او ۳۲ انچه (۸۱۳ ملي میتر) قطر پورې. |
| د معیاري مخکښ وخت | ۳ کاري ورځې |
| عمومي زغم | د فلزاتو زغم به د ISO 2768 سره سم +/- 0.005" (+/- 0.127 ملي میتر) پورې وساتل شي پرته لدې چې بل ډول مشخص شي. پلاستیکونه او مرکبات به +/- 0.010" وي. |
| دقت زغم | FCE کولی شي ستاسو د انځور کولو ځانګړتیاو سره سم د GD&T کال آوټونو په شمول د سخت زغم سره تولید او معاینه کړي. |
| د ځانګړتیا لږترلږه اندازه | ۰.۰۲۰" (۰.۵۰ ملي متره). دا ممکن د برخې جیومیټري او غوره شوي موادو پورې اړه ولري. |
| تارونه او ټیپ شوي سوري | FCE کولی شي د تار هر معیاري اندازه ځای په ځای کړي. موږ کولی شو دودیز تارونه هم ماشین کړو؛ دا به د لاسي نرخ بیاکتنې ته اړتیا ولري. |
| د څنډې حالت | تیزې څنډې په ډیفالټ مات شوي او له منځه تللي دي |
| د سطحې پای | معیاري پای د ماشین په توګه دی: ۱۲۵ را یا غوره. د نرخ ترلاسه کولو پرمهال اضافي پای اختیارونه مشخص کیدی شي. |
زموږ د کیفیت ژمنه