SLA
Panduan Desain SLA
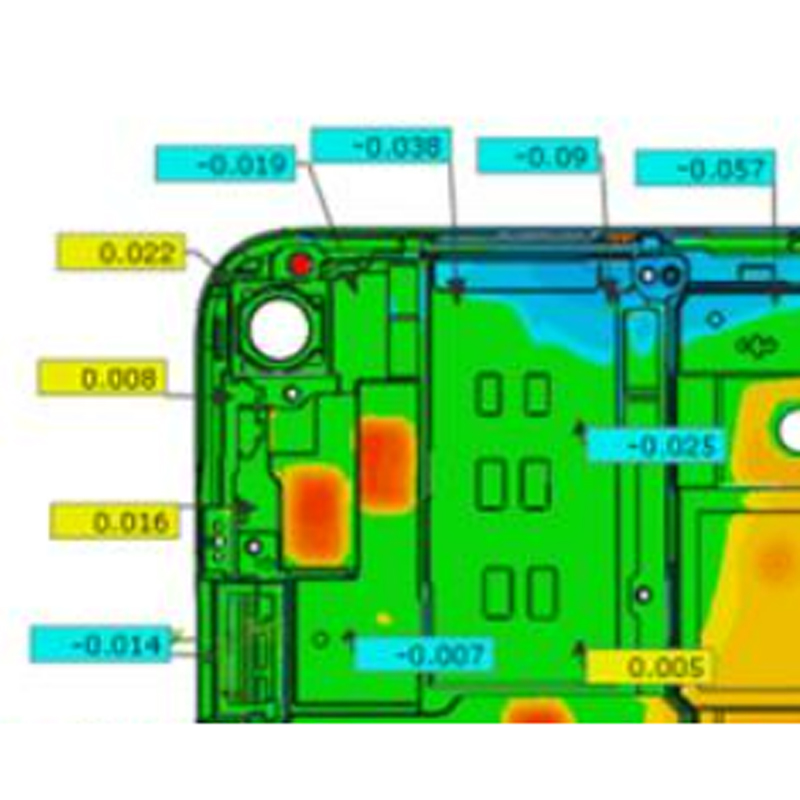
Resolusi pencetakan
Ketebalan lapisan standar: 100 µm Akurasi: ±0,2% (dengan batas bawah ±0,2 mm)
Batasan ukuran 144 x 144 x 174 mm Ketebalan minimum Ketebalan dinding minimum 0,8 mm – Dengan rasio 1:6
Etsa dan Embossing
Detail tinggi dan lebar minimum Timbul: 0,5 mm
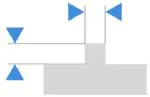
Terukir: 0,5 mm

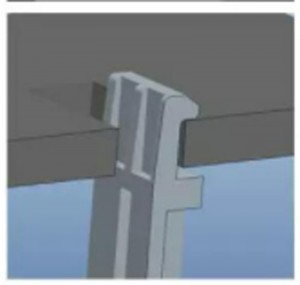
Volume tertutup dan saling terkait
Bagian tertutup? Tidak disarankan. Bagian saling mengunci? Tidak disarankan.

Pembatasan Perakitan Bagian
Perakitan? Tidak
Keahlian dan Bimbingan Teknik
Tim teknik akan membantu Anda mengoptimalkan desain komponen cetakan, pemeriksaan GD&T, pemilihan material. 100% memastikan produk dengan kelayakan produksi, kualitas, dan ketertelusuran yang tinggi
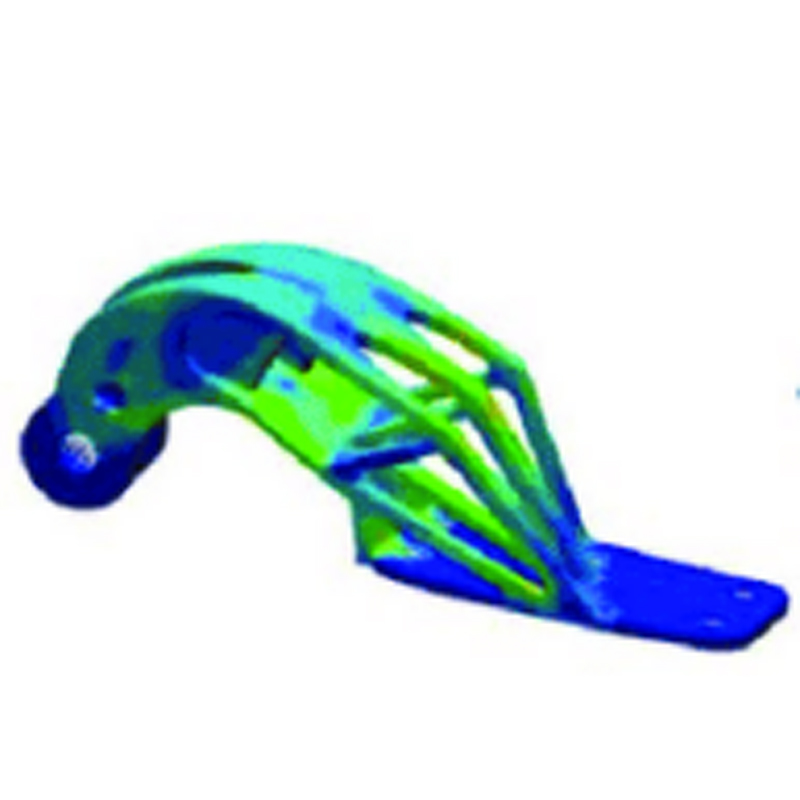
Simulasi sebelum Memotong Baja
Untuk setiap proyeksi, kami akan menggunakan mold-flow, Creo, Mastercam untuk mensimulasikan proses pencetakan injeksi, proses pemesinan, proses menggambar untuk memprediksi masalah sebelum membuat sampel fisik.
Desain Produk Kompleks
Kami memiliki fasilitas manufaktur terkemuka di bidang cetak injeksi, permesinan CNC, dan fabrikasi lembaran logam. Hal ini memungkinkan desain produk yang kompleks dan presisi tinggi.
Proses internal
Pembuatan cetakan injeksi, pencetakan injeksi dan proses kedua pencetakan pad, pemasangan panas, pencetakan panas, perakitan semuanya ada di rumah, sehingga Anda akan memiliki waktu tunggu pengembangan yang jauh lebih murah dan andal.
Manfaat Pencetakan SLA

Tingkat detail yang tinggi
Jika Anda membutuhkan akurasi, SLA adalah proses manufaktur aditif yang Anda butuhkan untuk membuat prototipe yang sangat detail

Berbagai aplikasi
Dari otomotif hingga produk konsumen, banyak perusahaan menggunakan Stereolithography untuk pembuatan prototipe cepat

Kebebasan desain
Manufaktur yang digerakkan oleh desain memungkinkan Anda memproduksi geometri yang kompleks
Aplikasi SLA

Otomotif
Kesehatan dan Medis

Mekanika

Teknologi Tinggi

Barang Industri
Elektronik
SLA vs SLS vs FDM
| Nama Properti | Stereolitografi | Sintering Laser Selektif | Pemodelan Deposisi Fusi |
| Singkatan | SLA | SLS | FDM |
| Jenis bahan | Cair (Fotopolimer) | Bubuk (Polimer) | Padat (Filamen) |
| Bahan | Termoplastik (Elastomer) | Termoplastik seperti Nilon, Poliamida, dan Polistirena; Elastomer; Komposit | Termoplastik seperti ABS, Polikarbonat, dan Polifenilsulfon; Elastomer |
| Ukuran bagian maksimum (inci) | 59,00 x 29,50 x 19,70 | Ukuran 22,00x22,00x30,00 | Ukuran 36,00 x 24,00 x 36,00 |
| Ukuran fitur minimum (inci) | 0,004 | 0,005 | 0,005 |
| Ketebalan lapisan minimum (inci) | 0,0010 | 0,0040 | 0,0050 |
| Toleransi (dalam.) | ±0,0050 | ±0,0100 | ±0,0050 |
| Permukaan akhir | Mulus | Rata-rata | Kasar |
| Kecepatan membangun | Rata-rata | Cepat | Lambat |
| Aplikasi | Pengujian bentuk/kesesuaian, Pengujian fungsional, Pola perkakas cepat, Kesesuaian cepat, Komponen yang sangat detail, Model presentasi, Aplikasi panas tinggi | Pengujian bentuk/kesesuaian, Pengujian fungsional, Pola perkakas cepat, Komponen kurang detail, Komponen dengan snap-fit & engsel hidup, Aplikasi panas tinggi | Pengujian bentuk/kesesuaian, Pengujian fungsional, Pola perkakas cepat, Komponen detail kecil, Model presentasi, Aplikasi pasien dan makanan, Aplikasi panas tinggi |
Keunggulan SLA
Stereolitografi Cepat
Stereolitografi Akurat
Stereolitografi Bekerja dengan Bahan yang Berbeda
Keberlanjutan
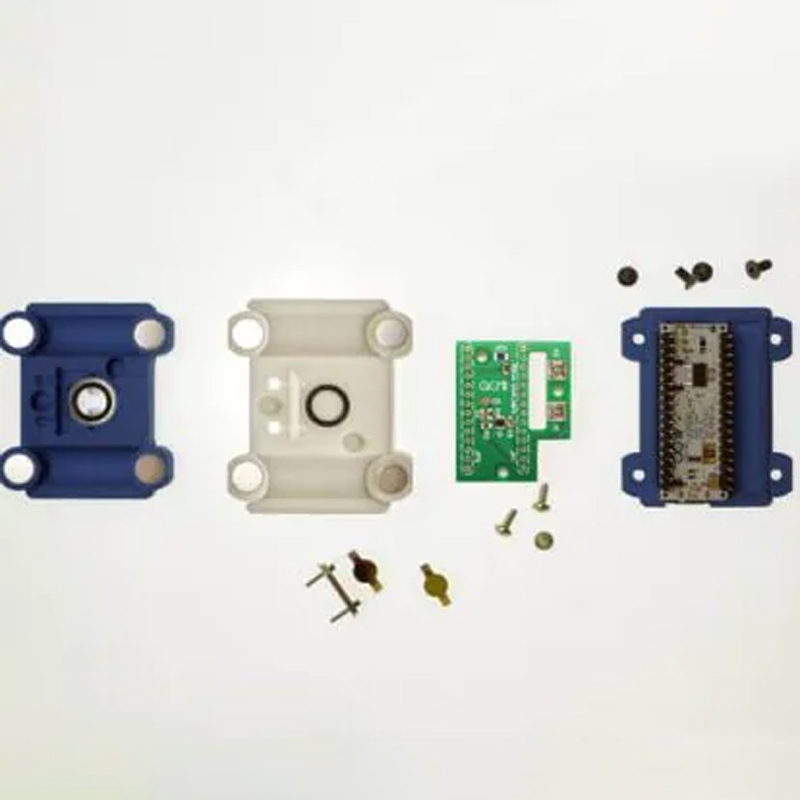
Perakitan Multi-Bagian Bisa Dilakukan
Tekstur Itu Mungkin
