सीएनसी मशीनिंग सेवा

सीएनसी मशीनिंग उपलब्ध प्रक्रिया

सीएनसी मिलिंग सेवा
±0.0008″ (0.02 मिमी) तक की उच्चतम सहनशीलता प्रदान करने के लिए 3, 4, और 5-अक्षीय सीएनसी मशीनों के 50 से अधिक सेटों के साथ, सटीक सीएनसी मिलिंग पार्ट्स। प्रोटोटाइप मशीनिंग और उत्पादन के लिए ऑनलाइन मशीन शॉप।
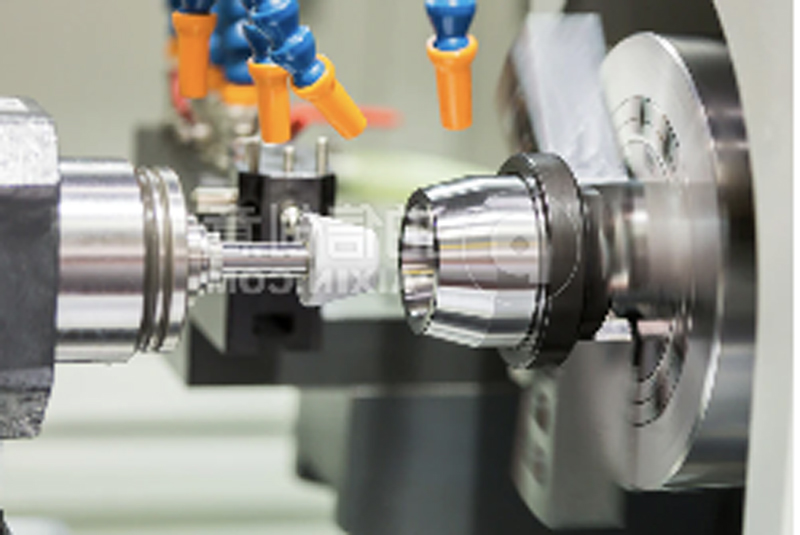
सीएनसी टर्निंग सेवा
80+ सीएनसी लेथ्स और सीएनसी टर्निंग सेंटर, त्वरित प्रतिक्रिया के साथ लागत प्रभावी सटीक मशीनिंग सेवाएं प्रदान कर सकते हैं। जटिल उत्पादों के साथ समर्थन करने के लिए 15+ साल के पेशेवर इंजीनियर।

विद्युत डिस्चार्ज मशीनिंग (EDM)
नाज़ुक संरचनाओं के लिए एक गैर-संपर्क मशीनिंग विधि। हम दो प्रकार की इलेक्ट्रिकल डिस्चार्ज मशीनिंग (EDM) प्रक्रियाएँ प्रदान करते हैं: वायर EDM और सिंकर EDM। ये प्रक्रियाएँ गहरी पॉकेट्स और गियर्स और की-वे वाले छेदों जैसी जटिल संरचनाओं को काटने के लिए उपयोगी हैं।
सीएनसी मशीनिंग अनुप्रयोग
रैपिड टूलिंग
सीएनसी मशीनिंग फिक्स्चर या साँचे बनाने का एक बेहतरीन समाधान है। सीएनसी मशीनिंग एल्युमीनियम 5052 और स्टेनलेस स्टील जैसी कई प्रकार की पूरी तरह से सघन, टिकाऊ सामग्रियों को काट सकती है।


तीव्र प्रोटोटाइपिंग
प्रोटोटाइप 1 दिन में तैयार हो जाएँगे। हमारे पास तेज़ और उच्च-गुणवत्ता वाले प्रोटोटाइप बनाने के लिए 20 से ज़्यादा कुशल मशीनिस्ट हैं। प्रोटोटाइप के लिए कई तरह के किफ़ायती धातु मिश्र धातुओं और प्लास्टिक का इस्तेमाल किया जा सकता है।
अंतिम उपयोग उत्पादन
+/- 0.001" जितनी कम सहनशीलता, प्रमाणित सामग्री विकल्प और विभिन्न सतह उपचार प्रक्रियाएँ, सीएनसी मशीनिंग को अंतिम उपयोग वाले पुर्जों के लिए एक उत्कृष्ट तकनीक बनाती हैं। हज़ारों पुर्जे कुछ ही दिनों में तैयार हो जाएँगे।

सीएनसी मशीनिंग सामग्री चयन----धातु
एफसीई आपको उत्पाद की आवश्यकता और अनुप्रयोग के अनुसार सर्वोत्तम सामग्री खोजने में मदद करेगा। सर्वोत्तम सामग्री खोजने के लिए तेज़ और किफ़ायती विकल्पों में से चुनें।
·सीएनसी मशीनिंग एल्यूमीनियम मिश्र धातु
एल्युमिनियम 6061
एल्युमिनियम 5052
एल्युमिनियम 2024
एल्युमिनियम 6063
एल्युमिनियम 7050
एल्युमिनियम 7075
एल्युमिनियम एमआईसी-6
·सीएनसी मशीनिंग कॉपर मिश्र धातु
तांबा 101
तांबा C110
·सीएनसी मशीनिंग कांस्य मिश्र धातु
तांबा C932
·सीएनसी मशीनिंग पीतल मिश्र धातु
तांबा 260
कॉपर 360
·सीएनसी मशीनिंग स्टेनलेस स्टील मिश्र धातु
नाइट्रोनिक 60 (218 एसएस)
स्टेनलेस स्टील 15-5
स्टेनलेस स्टील 17-4
स्टेनलेस स्टील 18-8
स्टेनलेस स्टील 303
स्टेनलेस स्टील 316/316L
स्टेनलेस स्टील 416
स्टेनलेस स्टील 410
स्टेनलेस स्टील 420
स्टेनलेस स्टील 440C
· सीएनसी मशीनिंग स्टील मिश्र धातु
स्टील 1018
स्टील 1215
स्टील 4130
स्टील 4140
स्टील 4140PH
स्टील 4340
स्टील A36
·सीएनसी मशीनिंग टाइटेनियम मिश्र धातु
टाइटेनियम (ग्रेड 2)
टाइटेनियम (ग्रेड 5)
·सीएनसी मशीनिंग जिंक मिश्र धातु
जस्ता मिश्रधातु
सीएनसी मशीनिंग सामग्री चयन---- प्लास्टिक
एफसीई आपको उत्पाद की आवश्यकता और अनुप्रयोग के अनुसार सर्वोत्तम सामग्री खोजने में मदद करेगा। सर्वोत्तम सामग्री खोजने के लिए तेज़ और किफ़ायती विकल्पों में से चुनें।
·एबीएस
एबीएस को मानक मशीनिंग तकनीकों, जैसे टर्निंग, मिलिंग, ड्रिलिंग और सॉइंग के माध्यम से आसानी से मशीन किया जा सकता है।
·ऐक्रेलिक
पारदर्शी कांच जैसा प्लास्टिक, आमतौर पर बाहरी उपयोग के लिए इस्तेमाल किया जाता है। इसमें घिसावट और टूट-फूट के अच्छे गुण होते हैं।
·डेल्रिन (एसिटल)
डेल्रिन में अच्छी नमी प्रतिरोधकता, उच्च घिसाव प्रतिरोधकता और कम घर्षण होता है।
·गैरोलाइट G10
G10 मज़बूत, मशीनिंग योग्य और विद्युतरोधी है। यह अग्निरोधी एपॉक्सी रेज़िन और फाइबरग्लास फ़ैब्रिक सुदृढीकरण से बना है।
·एचडीपीई
उच्च-घनत्व पॉलीएथिलीन एक नमी और रसायन-प्रतिरोधी प्लास्टिक है जिसमें अच्छी प्रभाव शक्ति होती है। आमतौर पर बाहरी अनुप्रयोगों, जलरोधी कंटेनरों और सील के लिए उपयोग किया जाता है।
·नायलॉन 6/6
नायलॉन 6/6 में यांत्रिक शक्ति, कठोरता, अच्छा स्थायित्व, गर्मी और/या रासायनिक प्रतिरोध की वृद्धि होती है।
·पीसी (पॉलीकार्बोनेट)
पीसी में उत्कृष्ट यांत्रिक और संरचनात्मक गुण होते हैं। ऑटोमोटिव, एयरोस्पेस और अन्य अनुप्रयोगों में व्यापक रूप से उपयोग किया जाता है जहाँ स्थायित्व और स्थिरता की आवश्यकता होती है।
·झाँकना
PEEK का उपयोग अक्सर धातु के पुर्जों के लिए एक हल्के वैकल्पिक पदार्थ के रूप में किया जाता है। आमतौर पर उच्च तापमान और उच्च तनाव वाले अनुप्रयोगों में इसका उपयोग किया जाता है। PEEK रसायनों, घिसाव और नमी का प्रतिरोध करता है और उत्कृष्ट तन्य शक्ति प्रदान करता है।
·पॉलीप्रोपाइलीन
पॉलीप्रोपाइलीन रासायनिक या संक्षारण प्रतिरोधी है। इसमें उत्कृष्ट विद्युत गुण होते हैं और यह नमी को बहुत कम या बिल्कुल नहीं सोखता। यह व्यापक रूप से भिन्न तापमानों में लंबे समय तक हल्के भार को सहन कर सकता है।
·PTFE (टेफ्लॉन)
रासायनिक प्रतिरोध और अत्यधिक तापमान में प्रदर्शन के मामले में PTFE अधिकांश प्लास्टिक से बेहतर है। यह अधिकांश विलायकों का प्रतिरोध करता है और एक उत्कृष्ट विद्युत कुचालक है।
·यूएचएमडब्ल्यू पीई
अल्ट्रा-हाई मॉलिक्यूलर वेट पॉलीइथाइलीन। UHMW PE नमी को अवशोषित नहीं करता है और यह घिसाव और संक्षारण प्रतिरोध, उच्च रासायनिक प्रतिरोध, कम सतह घर्षण, उच्च प्रभाव शक्ति का एक अनूठा संयोजन प्रदान करता है।
·पीवीसी
पीवीसी का उपयोग आमतौर पर तरल पदार्थों के संपर्क में आने वाले वातावरण में किया जाता है या जहाँ विद्युत इन्सुलेशन की आवश्यकता होती है। और यह अत्यधिक रासायनिक-प्रतिरोधी सिंथेटिक प्लास्टिक भी है।
सीएनसी मशीनिंग सतह खत्म
मानक (मिल्ड)
यह सबसे तेज़ टर्नअराउंड मशीनिंग प्रक्रिया है। इसकी सतह खुरदरापन 3.2 μm (126 μin) है। सभी तीखे किनारे हटा दिए जाते हैं और पुर्जों पर से खुरदरापन हटा दिया जाता है। औज़ारों के निशान दिखाई देते हैं।

मनका विस्फोट
भाग की सतह चिकनी, मैट उपस्थिति के साथ छोड़ दी जाती है
गिरावट
यह सबसे तेज़ टर्नअराउंड मशीनिंग प्रक्रिया है। इसकी सतह खुरदरापन 3.2 μm (126 μin) है। सभी तीखे किनारे हटा दिए जाते हैं और पुर्जों पर से खुरदरापन हटा दिया जाता है। औज़ारों के निशान दिखाई देते हैं।

एनोड किए गए
भागों को कई अलग-अलग रंगों में एनोडाइज़ किया जा सकता है - स्पष्ट, काला, ग्रे, लाल, नीला, सुनहरा।
निष्क्रियता
भागों को कई अलग-अलग रंगों में एनोडाइज़ किया जा सकता है - काला, स्पष्ट, लाल और सुनहरा।

पाउडर कोट
भागों को कई अलग-अलग रंगों में एनोडाइज़ किया जा सकता है - काला, स्पष्ट, लाल और सुनहरा।
सीएनसी मशीनिंग डिज़ाइन दिशानिर्देश
| विशेषता | विवरण |
| आंतरिक कोने की पट्टियाँ | आंतरिक कोने की फ़िलेट्स को त्रिज्या के लिए मानक ड्रिल आकार से 0.020" - 0.050" बड़ा डिज़ाइन करें। आंतरिक कोने की त्रिज्या के लिए दिशानिर्देश के रूप में 1:6 (1:4 अनुशंसित) के ड्रिल व्यास-गहराई अनुपात का पालन करें। |
| फर्श फ़िललेट्स | फर्श की पट्टियों को कोनों की पट्टियों से छोटा डिज़ाइन करें, ताकि उसी उपकरण से अंदर से सामग्री को साफ किया जा सके। |
| बाधित | अंडरकट को हमेशा मानक आकार में तथा कोनों से दूर डिजाइन करें, ताकि काटने वाले उपकरण द्वारा उन तक आसानी से पहुंचा जा सके। |
| टैप/थ्रेडेड छेद की गहराई | पूर्ण थ्रेड सुनिश्चित करने के लिए टैप किए गए छेद की गहराई से थोड़ा आगे टूल क्लीयरेंस प्रदान करें। |
| जटिलता | सीएनसी मशीनिंग लागत को कम करने के लिए छोटे कटों की संख्या को न्यूनतम रखें; केवल आवश्यक विशेषताओं को ही डिजाइन करें ताकि कार्य और सौंदर्य में संतुलन बना रहे। |
सीएनसी मशीनिंग सहनशीलता
| विशेषता | विवरण |
| अधिकतम भाग आकार | 80” x 48” x 24” (2,032 x 1,219 x 610 मिमी) तक के मिल्ड पुर्जे। 62” (1,575 मिमी) लंबाई और 32” (813 मिमी) व्यास तक के खराद पुर्जे। |
| मानक लीड समय | 3 कार्यदिवस |
| सामान्य सहनशीलता | धातुओं पर सहनशीलता आईएसओ 2768 के अनुसार +/- 0.005" (+/- 0.127 मिमी) तक रखी जाएगी जब तक कि अन्यथा निर्दिष्ट न हो। प्लास्टिक और कंपोजिट +/- 0.010" होंगे। |
| परिशुद्धता सहनशीलता | एफसीई आपके ड्राइंग विनिर्देशों के अनुसार, जीडीएंडटी कॉलआउट सहित, सख्त सहनशीलता के साथ निर्माण और निरीक्षण कर सकता है। |
| न्यूनतम सुविधा आकार | 0.020” (0.50 मिमी)। यह भाग की ज्यामिति और चुनी गई सामग्री के आधार पर भिन्न हो सकता है। |
| धागे और टैप किए गए छेद | FCE किसी भी मानक थ्रेड साइज़ को समायोजित कर सकता है। हम कस्टम थ्रेड भी मशीन कर सकते हैं; इसके लिए मैन्युअल कोटेशन समीक्षा की आवश्यकता होगी। |
| किनारे की स्थिति | डिफ़ॉल्ट रूप से तीखे किनारे टूट जाते हैं और खुरदुरे हो जाते हैं |
| सतह खत्म | मानक फ़िनिश मशीन से तैयार की गई होती है: 125 Ra या उससे बेहतर। कोटेशन प्राप्त करते समय अतिरिक्त फ़िनिशिंग विकल्पों के बारे में बताया जा सकता है। |
हमारी गुणवत्ता का वादा