સીએનસી મશીનિંગ સેવા

CNC મશીનિંગ ઉપલબ્ધ પ્રક્રિયા

સીએનસી મિલિંગ સેવા
±0.0008″ (0.02 mm) ચોકસાઇવાળા CNC મિલિંગ ભાગો સુધીની સૌથી વધુ સહિષ્ણુતા પ્રદાન કરવા માટે 3, 4 અને 5-અક્ષ CNC મશીનોના 50 થી વધુ સેટ સાથે. પ્રોટોટાઇપ મશીનિંગ અને ઉત્પાદન માટે ઓનલાઇન મશીન શોપ.
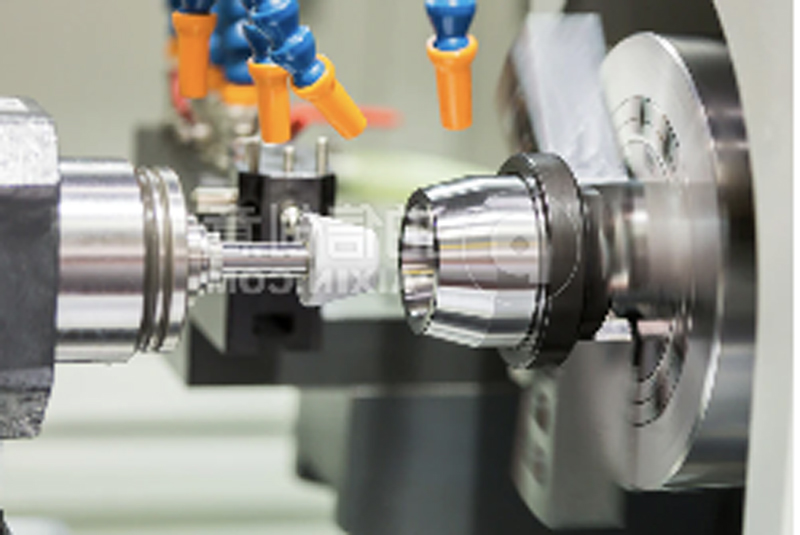
સીએનસી ટર્નિંગ સર્વિસ
૮૦+ CNC લેથ્સ અને CNC ટર્નિંગ સેન્ટર્સ, ઝડપી પ્રતિભાવ સાથે ખર્ચ-અસરકારક ચોકસાઇ મશીનિંગ સેવાઓ પ્રદાન કરી શકે છે. જટિલ ઉત્પાદનો સાથે સહાય કરવા માટે ૧૫+ વર્ષ વ્યાવસાયિક ઇજનેરો.

ઇલેક્ટ્રિકલ ડિસ્ચાર્જ મશીનિંગ (EDM)
નાજુક માળખાં માટે સંપર્ક વિનાની મશીનિંગ પદ્ધતિ. અમે બે પ્રકારની ઇલેક્ટ્રિકલ ડિસ્ચાર્જ મશીનિંગ (EDM) પ્રક્રિયાઓ ઓફર કરીએ છીએ, વાયર EDM અને સિંકર EDM. આ પ્રક્રિયાઓ ઊંડા ખિસ્સા કાપવા અને ગિયર્સ અને કીવે સાથે છિદ્રો જેવી જટિલ સુવિધાઓ માટે ઉપયોગી છે.
સીએનસી મશીનિંગ એપ્લિકેશન્સ
રેપિડ ટૂલિંગ
સીએનસી મશીનિંગ એ ફિક્સર અથવા મોલ્ડ બનાવવા માટે એક સંપૂર્ણ ઉકેલ છે. સીએનસી મશીનિંગ એલ્યુમિનિયમ 5052 અને સ્ટેનલેસ સ્ટીલ જેવા સંપૂર્ણ ગાઢ, ટકાઉ સામગ્રીની ઉચ્ચ વિવિધતાને કાપી શકે છે.


ઝડપી પ્રોટોટાઇપિંગ
પ્રોટોટાઇપ 1 દિવસમાં તૈયાર થશે. ઝડપી અને ઉચ્ચ-ગુણવત્તાવાળા પ્રોટોટાઇપને ટેકો આપવા માટે અમારી પાસે 20+ કુશળ યંત્રશાસ્ત્રીઓ છે. પ્રોટોટાઇપ માટે વિવિધ પ્રકારના સસ્તા મેટલ એલોય અને પ્લાસ્ટિકનો ઉપયોગ કરી શકાય છે.
અંતિમ ઉપયોગ ઉત્પાદન
+/- 0.001” જેટલી ઓછી ચુસ્ત સહિષ્ણુતા, પ્રમાણિત સામગ્રી વિકલ્પો અને વિવિધ સપાટી સારવાર પ્રક્રિયાઓ CNC મશીનિંગને અંતિમ ઉપયોગના ભાગો માટે એક ઉત્તમ ટેકનોલોજી બનાવે છે. દિવસોમાં હજારો ટુકડાઓ તૈયાર થશે.

CNC મશીનિંગ સામગ્રીની પસંદગી----ધાતુ
FCE તમને ઉત્પાદનની જરૂરિયાત અને ઉપયોગ અનુસાર શ્રેષ્ઠ સામગ્રી શોધવામાં મદદ કરશે. શ્રેષ્ઠ સામગ્રી શોધવા માટે ઝડપી અને ખર્ચ-અસરકારક વિકલ્પોમાંથી એક પસંદ કરો.
·CNC મશીનિંગ એલ્યુમિનિયમ એલોય
એલ્યુમિનિયમ 6061
એલ્યુમિનિયમ ૫૦૫૨
એલ્યુમિનિયમ 2024
એલ્યુમિનિયમ 6063
એલ્યુમિનિયમ 7050
એલ્યુમિનિયમ 7075
એલ્યુમિનિયમ MIC-6
·CNC મશીનિંગ કોપર એલોય
કોપર ૧૦૧
કોપર C110
·CNC મશીનિંગ બ્રોન્ઝ એલોય
કોપર C932
·CNC મશીનિંગ બ્રાસ એલોય
કોપર 260
કોપર 360
·CNC મશીનિંગ સ્ટેનલેસ સ્ટીલ એલોય
નાઈટ્રોનિક 60 (218 SS)
સ્ટેનલેસ સ્ટીલ ૧૫-૫
સ્ટેનલેસ સ્ટીલ ૧૭-૪
સ્ટેનલેસ સ્ટીલ ૧૮-૮
સ્ટેનલેસ સ્ટીલ 303
સ્ટેનલેસ સ્ટીલ 316/316L
સ્ટેનલેસ સ્ટીલ 416
સ્ટેનલેસ સ્ટીલ 410
સ્ટેનલેસ સ્ટીલ 420
સ્ટેનલેસ સ્ટીલ 440C
· CNC મશીનિંગ સ્ટીલ એલોય
સ્ટીલ ૧૦૧૮
સ્ટીલ ૧૨૧૫
સ્ટીલ ૪૧૩૦
સ્ટીલ ૪૧૪૦
સ્ટીલ 4140PH
સ્ટીલ ૪૩૪૦
સ્ટીલ A36
·CNC મશીનિંગ ટાઇટેનિયમ એલોય
ટાઇટેનિયમ (ગ્રેડ 2)
ટાઇટેનિયમ (ગ્રેડ 5)
·CNC મશીનિંગ ઝીંક એલોય
ઝીંક એલોય
CNC મશીનિંગ સામગ્રીની પસંદગી---- પ્લાસ્ટિક
FCE તમને ઉત્પાદનની જરૂરિયાત અને ઉપયોગ અનુસાર શ્રેષ્ઠ સામગ્રી શોધવામાં મદદ કરશે. શ્રેષ્ઠ સામગ્રી શોધવા માટે ઝડપી અને ખર્ચ-અસરકારક વિકલ્પોમાંથી એક પસંદ કરો.
·એબીએસ
ABS ને ટર્નિંગ, મિલિંગ, ડ્રિલિંગ અને સોઇંગ જેવી પ્રમાણભૂત મશીનિંગ તકનીકો દ્વારા સરળતાથી મશિન કરવામાં આવે છે.
· એક્રેલિક
પારદર્શક કાચ જેવું પ્લાસ્ટિક, સામાન્ય રીતે બહારના ઉપયોગ માટે વપરાય છે. તેમાં ઘસારો અને આંસુનો ગુણધર્મ સારો છે.
·ડેલરીન (એસિટલ)
ડેલ્રીનમાં સારી ભેજ પ્રતિકાર, ઉચ્ચ ઘસારો-પ્રતિરોધકતા અને ઓછા ઘર્ષણનો સમાવેશ થાય છે.
ગેરોલાઇટ G10
G10 મજબૂત, મશીનેબલ અને ઇલેક્ટ્રિકલી ઇન્સ્યુલેટીંગ છે. તે ફાઇબરગ્લાસ ફેબ્રિક રિઇન્ફોર્સમેન્ટ સાથે જ્યોત-પ્રતિરોધક ઇપોક્સી રેઝિનથી બનેલું છે.
·એચડીપીઇ
ઉચ્ચ-ઘનતા પોલિઇથિલિન એ ભેજ અને રાસાયણિક પ્રતિરોધક પ્લાસ્ટિક છે જે સારી અસર શક્તિ ધરાવે છે. સામાન્ય રીતે આઉટડોર એપ્લિકેશનો, વોટરટાઇટ કન્ટેનર અને સીલ માટે વપરાય છે.
·નાયલોન ૬/૬
નાયલોન 6/6 ગરમી અને/અથવા રાસાયણિક પ્રતિકાર હેઠળ યાંત્રિક શક્તિ, કઠોરતા, સારી સ્થિરતામાં વધારો કરે છે.
·પીસી (પોલીકાર્બોનેટ)
પીસીમાં શ્રેષ્ઠ યાંત્રિક અને માળખાકીય ગુણધર્મો છે. ઓટોમોટિવ, એરોસ્પેસ અને ટકાઉપણું અને સ્થિરતાની જરૂર હોય તેવા અન્ય કાર્યક્રમોમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે.
· ડોકિયું કરો
PEEK નો ઉપયોગ ઘણીવાર ધાતુના ભાગો માટે હળવા વજનના વૈકલ્પિક સામગ્રી તરીકે થાય છે. સામાન્ય રીતે ઉચ્ચ-તાપમાન, ઉચ્ચ-તાણવાળા કાર્યક્રમોમાં વપરાય છે. PEEK રસાયણો, ઘસારો અને ભેજનો પ્રતિકાર કરે છે, ઉત્તમ તાણ શક્તિ પ્રદાન કરે છે,
· પોલીપ્રોપીલીન
પોલીપ્રોપીલીન રાસાયણિક અથવા કાટ પ્રતિકારક છે. તેમાં ઉત્તમ વિદ્યુત ગુણધર્મો છે અને ભેજનું શોષણ ઓછું અથવા બિલકુલ થતું નથી. તે વિવિધ તાપમાનમાં લાંબા સમય સુધી હળવા ભારનું વહન કરે છે.
·પીટીએફઇ (ટેફલોન)
રાસાયણિક પ્રતિકાર અને અતિશય તાપમાનમાં કામગીરીની દ્રષ્ટિએ PTFE મોટાભાગના પ્લાસ્ટિક કરતાં આગળ નીકળી જાય છે. તે મોટાભાગના દ્રાવકોનો પ્રતિકાર કરે છે અને એક ઉત્તમ વિદ્યુત અવાહક છે.
· યુએચએમડબલ્યુ પીઇ
અતિ-ઉચ્ચ પરમાણુ વજન પોલિઇથિલિન. UHMW PE ભેજને શોષી લેતું નથી અને તે ઘસારો અને કાટ પ્રતિકાર, ઉચ્ચ રાસાયણિક પ્રતિકાર, ઓછી સપાટી ઘર્ષણ, ઉચ્ચ અસર શક્તિનું એક અનોખું સંયોજન પ્રદાન કરે છે.
·પીવીસી
પીવીસી સામાન્ય રીતે પ્રવાહીના સંપર્કમાં આવતા વાતાવરણમાં અથવા વિદ્યુત ઇન્સ્યુલેશનની જરૂર હોય તેવા વાતાવરણમાં લાગુ પડે છે. અને તે ખૂબ જ રાસાયણિક-પ્રતિરોધક કૃત્રિમ પ્લાસ્ટિક પણ છે.
CNC મશીનિંગ સરફેસ ફિનિશ
સ્ટાન્ડર્ડ (એઝ-મિલલ્ડ)
તે સૌથી ઝડપી ટર્નઅરાઉન્ડ મશીનિંગ પ્રક્રિયા છે. તેની સપાટીની ખરબચડીતા 3.2 μm (126 μin) છે. બધી તીક્ષ્ણ ધાર દૂર કરવામાં આવે છે, અને ભાગોને ડીબર કરવામાં આવે છે. ટૂલના નિશાન દેખાય છે.

બીડ બ્લાસ્ટ
ભાગની સપાટી સુંવાળી, મેટ દેખાવ સાથે રહે છે
ગબડ્યું
તે સૌથી ઝડપી ટર્નઅરાઉન્ડ મશીનિંગ પ્રક્રિયા છે. તેની સપાટીની ખરબચડીતા 3.2 μm (126 μin) છે. બધી તીક્ષ્ણ ધાર દૂર કરવામાં આવે છે, અને ભાગોને ડીબર કરવામાં આવે છે. ટૂલના નિશાન દેખાય છે.

એનોડાઇઝ્ડ
ભાગોને ઘણા વિવિધ રંગોમાં એનોડાઇઝ કરી શકાય છે - સ્પષ્ટ, કાળો, રાખોડી, લાલ, વાદળી, સોનું.
નિષ્ક્રિયતા
ભાગોને ઘણા વિવિધ રંગોમાં એનોડાઇઝ કરી શકાય છે - કાળો, પારદર્શક, લાલ અને સોનેરી.

પાવડર કોટ
ભાગોને ઘણા વિવિધ રંગોમાં એનોડાઇઝ કરી શકાય છે - કાળો, પારદર્શક, લાલ અને સોનેરી.
CNC મશીનિંગ ડિઝાઇન માર્ગદર્શિકા
| લક્ષણ | વર્ણન |
| આંતરિક ખૂણાના ફીલેટ્સ | ત્રિજ્યા માટે આંતરિક ખૂણાના ફીલેટ્સ પ્રમાણભૂત ડ્રિલ કદ કરતા 0.020” - 0.050” મોટા હોય તે રીતે ડિઝાઇન કરો. આંતરિક ખૂણાના ત્રિજ્યા માટે માર્ગદર્શિકા તરીકે 1:6 (1:4 ભલામણ કરેલ) ના ડ્રિલ વ્યાસથી ઊંડાઈ ગુણોત્તરને અનુસરો. |
| ફ્લોર ફીલેટ્સ | ખૂણાના ફિલેટ્સ કરતા નાના ફ્લોર ફિલેટ્સ ડિઝાઇન કરો જેથી તે જ ટૂલ અંદરથી સામગ્રી સાફ કરી શકે. |
| અંડરકટ્સ | હંમેશા અંડરકટ્સને પ્રમાણભૂત કદમાં અને ખૂણાઓથી દૂર ડિઝાઇન કરો જેથી કટીંગ ટૂલ દ્વારા તે સુલભ હોય. |
| ટેપ કરેલ/થ્રેડેડ છિદ્ર ઊંડાઈ | સંપૂર્ણ થ્રેડો સુનિશ્ચિત કરવા માટે ટેપ કરેલા છિદ્રની ઊંડાઈથી થોડું વધારે ટૂલ ક્લિયરન્સ આપો. |
| જટિલતા | CNC મશીનિંગ ખર્ચ ઘટાડવા માટે નાના કાપની સંખ્યા ઓછામાં ઓછી રાખો; કાર્ય અને સૌંદર્ય શાસ્ત્રને સંતુલિત કરવા માટે ફક્ત જરૂરી સુવિધાઓમાં ડિઝાઇન કરો. |
CNC મશીનિંગ સહનશીલતા
| લક્ષણ | વર્ણન |
| મહત્તમ ભાગ કદ | ૮૦” x ૪૮” x ૨૪” (૨,૦૩૨ x ૧,૨૧૯ x ૬૧૦ મીમી) સુધીના મિલ્ડ ભાગો. ૬૨” (૧,૫૭૫ મીમી) લંબાઈ અને ૩૨” (૮૧૩ મીમી) વ્યાસ સુધીના લેથ ભાગો. |
| માનક લીડ સમય | ૩ કાર્યકારી દિવસ |
| સામાન્ય સહિષ્ણુતા | ધાતુઓ પર સહનશીલતા ISO 2768 અનુસાર +/- 0.005" (+/- 0.127 mm) રાખવામાં આવશે, સિવાય કે અન્યથા ઉલ્લેખિત હોય. પ્લાસ્ટિક અને કમ્પોઝિટ +/- 0.010" રહેશે. |
| ચોકસાઇ સહિષ્ણુતા | FCE તમારા ડ્રોઇંગ સ્પષ્ટીકરણો અનુસાર GD&T કોલઆઉટ્સ સહિત ચુસ્ત સહિષ્ણુતા માટે ઉત્પાદન અને નિરીક્ષણ કરી શકે છે. |
| ન્યૂનતમ સુવિધા કદ | ૦.૦૨૦” (૦.૫૦ મીમી). આ ભાગની ભૂમિતિ અને પસંદ કરેલી સામગ્રીના આધારે બદલાઈ શકે છે. |
| થ્રેડો અને ટેપ કરેલા છિદ્રો | FCE કોઈપણ પ્રમાણભૂત થ્રેડ કદને સમાવી શકે છે. અમે કસ્ટમ થ્રેડને મશીન પણ કરી શકીએ છીએ; આ માટે મેન્યુઅલ ક્વોટ સમીક્ષાની જરૂર પડશે. |
| ધારની સ્થિતિ | તીક્ષ્ણ ધાર ડિફૉલ્ટ રૂપે તૂટેલી અને ડીબર થઈ ગઈ છે. |
| સપાટી પૂર્ણાહુતિ | સ્ટાન્ડર્ડ ફિનિશ મશીન મુજબ છે: ૧૨૫ રા અથવા તેથી વધુ. ક્વોટ મેળવતી વખતે વધારાના ફિનિશિંગ વિકલ્પોનો ઉલ્લેખ કરી શકાય છે. |
અમારી ગુણવત્તા વચન