服务水平协议
SLA 设计指南
打印分辨率
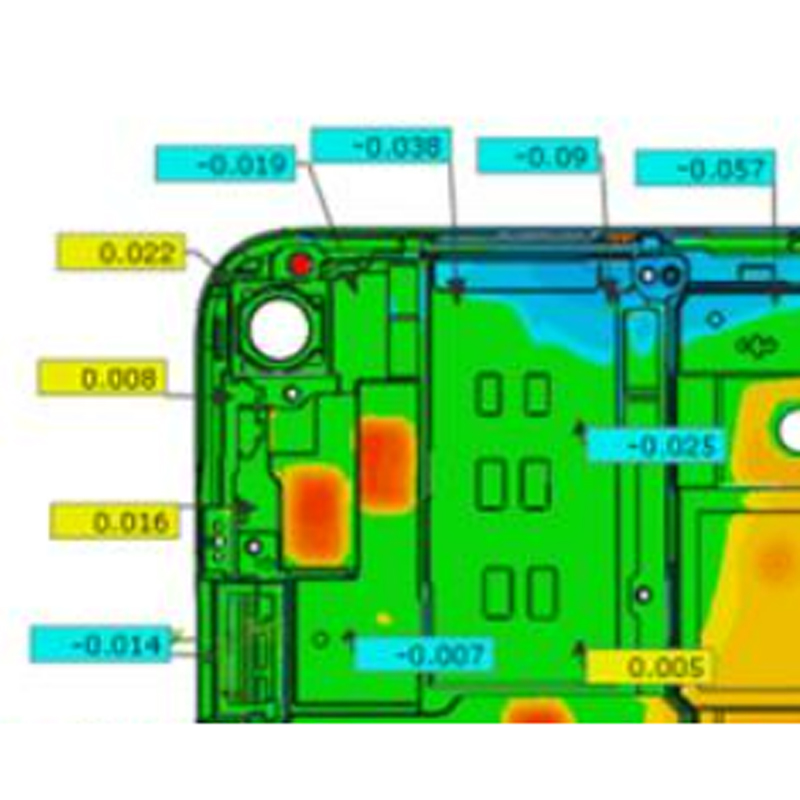
标准层厚度:100 µm 精度:±0.2%(下限为±0.2 mm)
尺寸限制 144 x 144 x 174 毫米 最小厚度 最小壁厚 0.8 毫米 – 比例为 1:6
蚀刻和压花
最小高度和宽度细节压花:0.5 毫米
雕刻:0.5 毫米

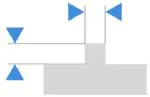
封闭且互锁的体积
封闭部件?不推荐 互锁部件?不推荐

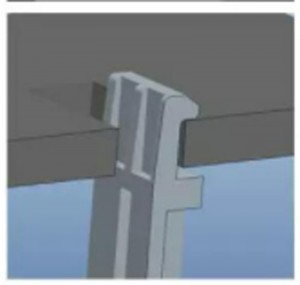
零件组装限制
组装?没有
工程专业知识和指导
工程团队将帮助您优化模具零件设计、GD&T检查、材料选择。100%确保产品具有高生产可行性、质量、可追溯性
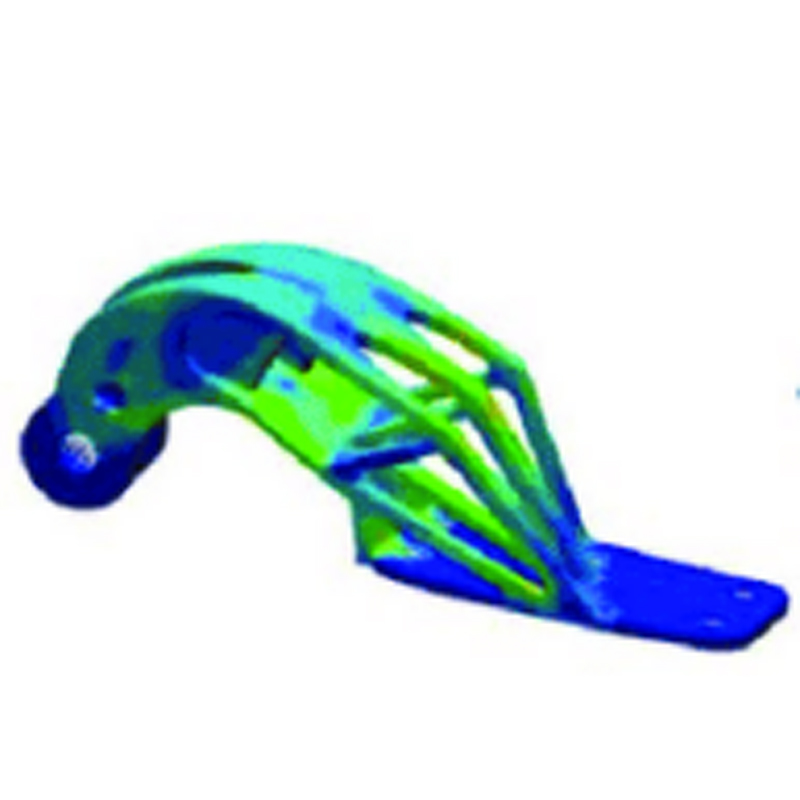
钢材切割前的模拟
对于每个投影,我们将使用 Mold-Flow、Creo、Mastercam 模拟注塑过程、加工过程、绘图过程,以便在制作实物样品之前预测问题
复杂产品设计
我们拥有顶级的注塑、数控加工和钣金制造设备,可满足复杂、高精度产品的设计需求。
内部流程
注塑模具制造、注塑成型以及移印、热熔、热压、组装等第二道工序均在公司内部完成,因此您将拥有更低的成本和更可靠的开发交付周期
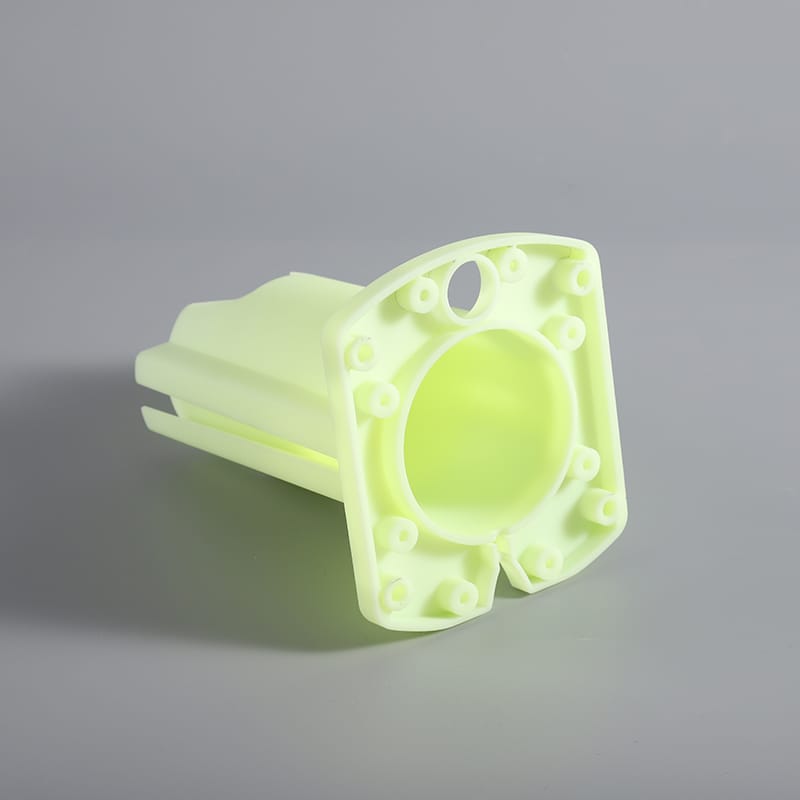
SLA打印的优势

细节丰富
如果您需要精确度,SLA 是您需要的增材制造工艺,可以创建高度详细的原型

各种应用
从汽车到消费品,许多公司都在使用立体光刻技术进行快速成型

设计自由
设计驱动制造允许您生产复杂的几何形状
SLA 应用程序

汽车
医疗保健

机制

高科技

工业品
电子产品
SLA、SLS、FDM
| 属性名称 | 立体光刻 | 选择性激光烧结 | 熔融沉积成型 |
| 缩写 | 服务水平协议 | SLS | 频分复用 |
| 材料类型 | 液体(光聚合物) | 粉末(聚合物) | 固体(细丝) |
| 材料 | 热塑性塑料(弹性体) | 尼龙、聚酰胺和聚苯乙烯等热塑性塑料;弹性体;复合材料 | 热塑性塑料,例如 ABS、聚碳酸酯和聚苯砜;弹性体 |
| 最大零件尺寸(英寸) | 59.00 x 29.50 x 19.70 | 22.00 x 22.00 x 30.00 | 36.00 x 24.00 x 36.00 |
| 最小特征尺寸(英寸) | 0.004 | 0.005 | 0.005 |
| 最小层厚度(英寸) | 0.0010 | 0.0040 | 0.0050 |
| 公差(英寸) | ±0.0050 | ±0.0100 | ±0.0050 |
| 表面光洁度 | 光滑的 | 平均的 | 粗糙的 |
| 构建速度 | 平均的 | 快速地 | 慢的 |
| 应用 | 形状/配合测试、功能测试、快速模具模型、卡扣配合、精细部件、演示模型、高热应用 | 形状/配合测试、功能测试、快速模具模型、细节较少的部件、带有卡扣和活动铰链的部件、高热应用 | 形状/配合度测试、功能测试、快速模具模型、小型精细部件、演示模型、患者和食品应用、高温应用 |
SLA 优势
立体光刻技术速度很快
立体光刻技术非常精确
立体光刻技术适用于不同的材料
可持续性
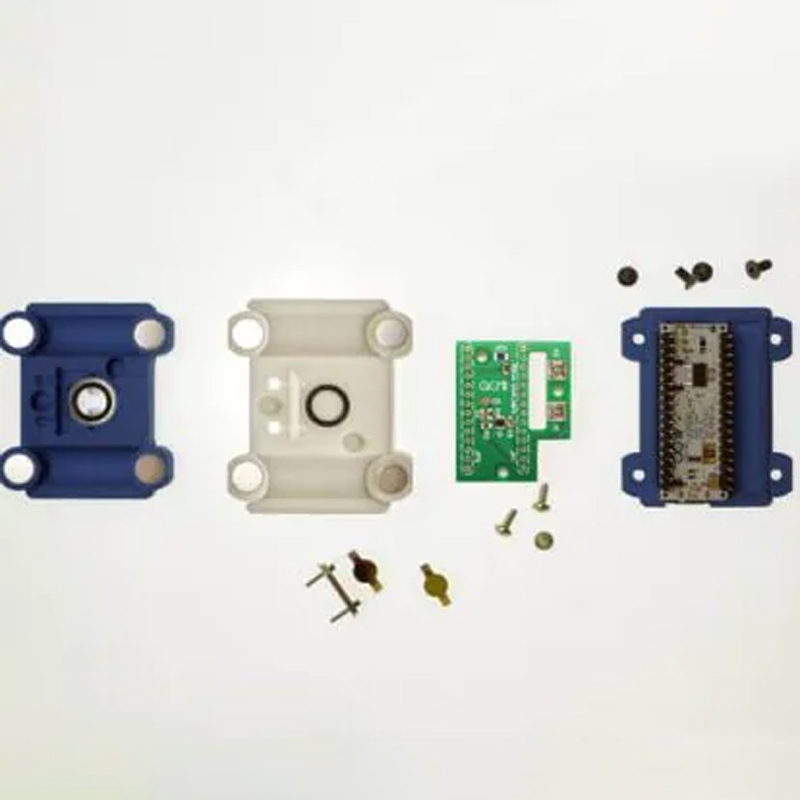
可以进行多部件组装
纹理化是可能的
在这里写下您的信息并发送给我们
