SLA
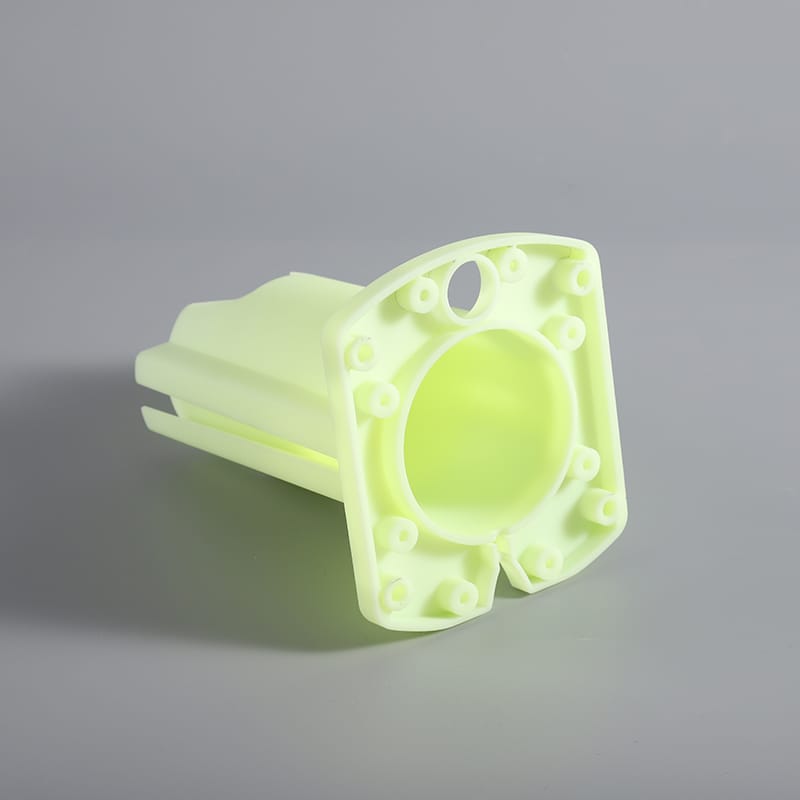
คู่มือการออกแบบ SLA
ความละเอียดในการพิมพ์
ความหนาของชั้นมาตรฐาน: 100 µm ความแม่นยำ: ±0.2% (โดยมีขีดจำกัดล่างที่ ±0.2 มม.)
ข้อจำกัดขนาด 144 x 144 x 174 มม. ความหนาขั้นต่ำ ความหนาของผนังขั้นต่ำ 0.8 มม. – ด้วยอัตราส่วน 1:6
การแกะสลักและการปั๊มนูน
รายละเอียดความสูงและความกว้างขั้นต่ำ นูน: 0.5 มม.
สลัก: 0.5 มม.

ปริมาตรที่ปิดล้อมและประสานกัน
ชิ้นส่วนปิด? ไม่แนะนำ ชิ้นส่วนที่เชื่อมต่อกัน? ไม่แนะนำ

ข้อจำกัดการประกอบชิ้นส่วน
ประกอบ? ไม่มี
ความเชี่ยวชาญและคำแนะนำด้านวิศวกรรม
ทีมวิศวกรรมจะช่วยคุณในการปรับปรุงการออกแบบชิ้นส่วนการขึ้นรูป การตรวจสอบ GD&T การเลือกวัสดุ มั่นใจ 100% ว่าผลิตภัณฑ์มีความเป็นไปได้ในการผลิตสูง คุณภาพ และการตรวจสอบย้อนกลับได้
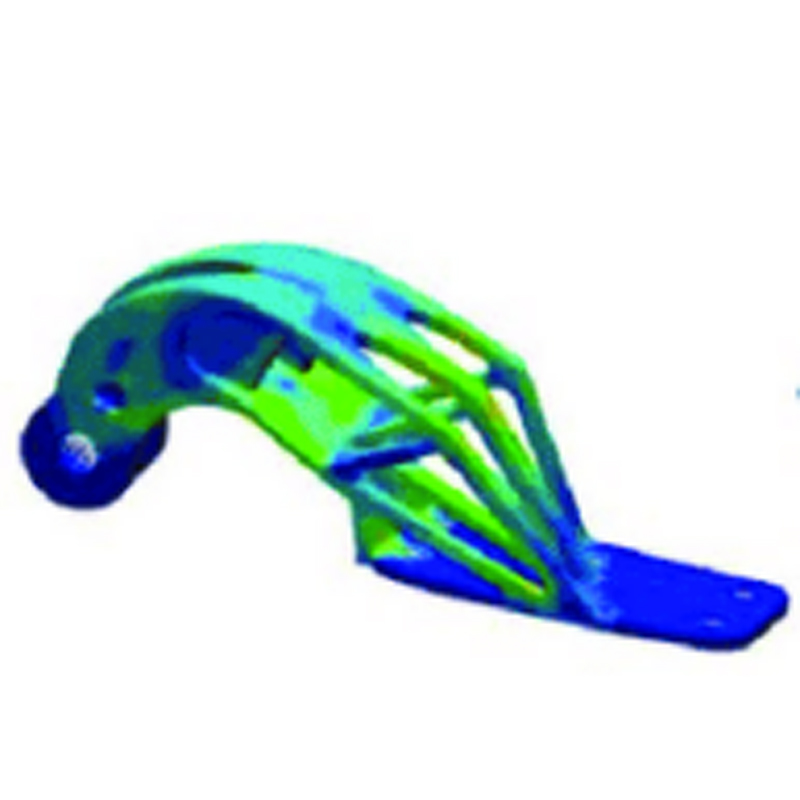
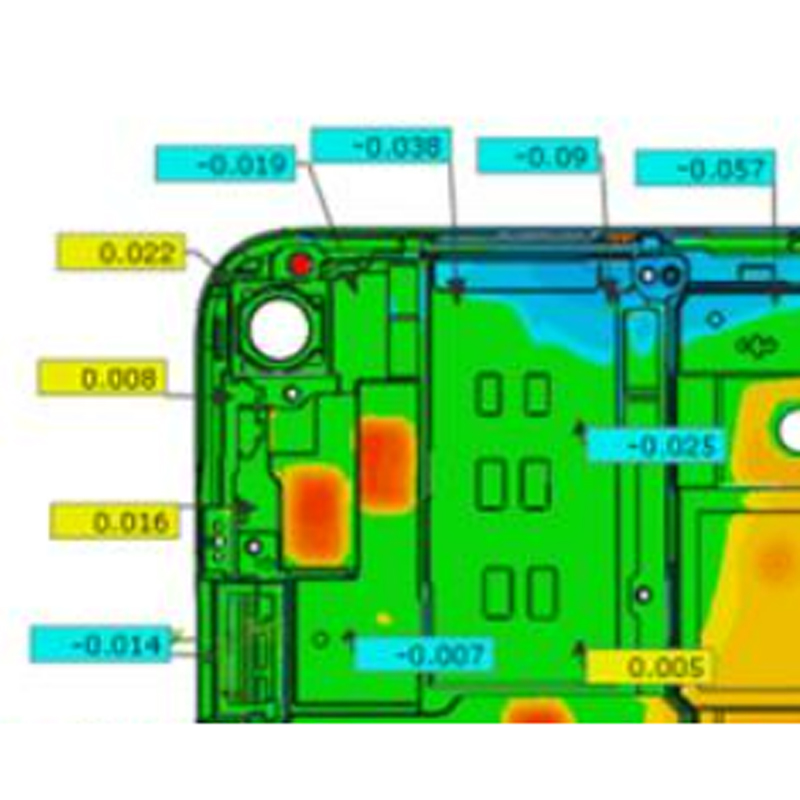
การจำลองก่อนการตัดเหล็ก
สำหรับการฉายแต่ละครั้ง เราจะใช้การไหลของแม่พิมพ์ Creo, Mastercam เพื่อจำลองกระบวนการฉีดขึ้นรูป กระบวนการกลึง กระบวนการวาด เพื่อคาดการณ์ปัญหา ก่อนที่จะสร้างตัวอย่างทางกายภาพ
การออกแบบผลิตภัณฑ์ที่ซับซ้อน
เรามีโรงงานผลิตชั้นนำด้านการฉีดขึ้นรูป เครื่องจักรกลซีเอ็นซี และการผลิตแผ่นโลหะ ซึ่งช่วยให้การออกแบบผลิตภัณฑ์ที่ต้องการความแม่นยำสูงและซับซ้อนเป็นไปได้
กระบวนการภายในองค์กร
การทำแม่พิมพ์ฉีด การฉีดขึ้นรูป และกระบวนการที่สองของการพิมพ์แผ่น การปักด้วยความร้อน การปั๊มร้อน การประกอบ ล้วนดำเนินการภายในบริษัท ดังนั้น คุณจะมีต้นทุนต่ำและเวลาในการพัฒนาที่เชื่อถือได้มากขึ้น
ประโยชน์ของการพิมพ์ SLA

ระดับรายละเอียดสูง
หากคุณต้องการความแม่นยำ SLA คือกระบวนการผลิตแบบเติมแต่งที่คุณต้องการเพื่อสร้างต้นแบบที่มีรายละเอียดสูง

การใช้งานที่หลากหลาย
ตั้งแต่ยานยนต์ไปจนถึงผลิตภัณฑ์สำหรับผู้บริโภค บริษัทต่างๆ จำนวนมากใช้ Stereolithography สำหรับการสร้างต้นแบบอย่างรวดเร็ว

อิสระในการออกแบบ
การผลิตที่ขับเคลื่อนด้วยการออกแบบช่วยให้คุณสามารถผลิตรูปทรงเรขาคณิตที่ซับซ้อนได้
การสมัคร SLA

ยานยนต์
การดูแลสุขภาพและการแพทย์

กลศาสตร์

ไฮเทค

สินค้าอุตสาหกรรม
อิเล็กทรอนิกส์
SLA เทียบกับ SLS เทียบกับ FDM
| ชื่อทรัพย์สิน | สเตอริโอลิโทกราฟี | การเผาผนึกด้วยเลเซอร์แบบเลือกจุด | การสร้างแบบจำลองการสะสมแบบหลอมรวม |
| คำย่อ | SLA | เอสแอลเอส | เอฟดีเอ็ม |
| ประเภทวัสดุ | ของเหลว (โฟโตโพลิเมอร์) | ผง (โพลิเมอร์) | ของแข็ง (เส้นใย) |
| วัสดุ | เทอร์โมพลาสติก (อีลาสโตเมอร์) | เทอร์โมพลาสติก เช่น ไนลอน โพลีเอไมด์ และโพลีสไตรีน อีลาสโตเมอร์ วัสดุผสม | เทอร์โมพลาสติก เช่น ABS โพลีคาร์บอเนต และโพลีฟีนิลซัลโฟน อีลาสโตเมอร์ |
| ขนาดชิ้นส่วนสูงสุด (นิ้ว) | 59.00 x 29.50 x 19.70 | 22.00 x 22.00 x 30.00 | 36.00 x 24.00 x 36.00 |
| ขนาดคุณสมบัติขั้นต่ำ (นิ้ว) | 0.004 | 0.005 | 0.005 |
| ความหนาของชั้นขั้นต่ำ (นิ้ว) | 0.0010 | 0.0040 | 0.0050 |
| ความคลาดเคลื่อน (นิ้ว) | ±0.0050 | ±0.0100 | ±0.0050 |
| การเคลือบผิว | เรียบ | เฉลี่ย | ขรุขระ |
| ความเร็วในการสร้าง | เฉลี่ย | เร็ว | ช้า |
| แอปพลิเคชัน | การทดสอบรูปแบบ/ความพอดี การทดสอบเชิงฟังก์ชัน รูปแบบเครื่องมือที่รวดเร็ว การประกอบแบบสแนป ชิ้นส่วนที่มีรายละเอียดมาก โมเดลการนำเสนอ การใช้งานความร้อนสูง | การทดสอบรูปแบบ/ความพอดี การทดสอบฟังก์ชัน รูปแบบการสร้างเครื่องมืออย่างรวดเร็ว ชิ้นส่วนที่มีรายละเอียดน้อย ชิ้นส่วนที่มีการประกอบแบบสแนปฟิตและบานพับ การใช้งานที่อุณหภูมิสูง | การทดสอบรูปแบบ/ความพอดี การทดสอบฟังก์ชัน รูปแบบเครื่องมือที่รวดเร็ว ชิ้นส่วนรายละเอียดขนาดเล็ก แบบจำลองการนำเสนอ การใช้งานกับผู้ป่วยและอาหาร การใช้งานที่อุณหภูมิสูง |
ข้อได้เปรียบของ SLA
สเตอริโอลิโทกราฟีมีความรวดเร็ว
การพิมพ์ภาพสามมิติมีความแม่นยำ
งานสเตอริโอลิโธกราฟีใช้วัสดุที่แตกต่างกัน
ความยั่งยืน
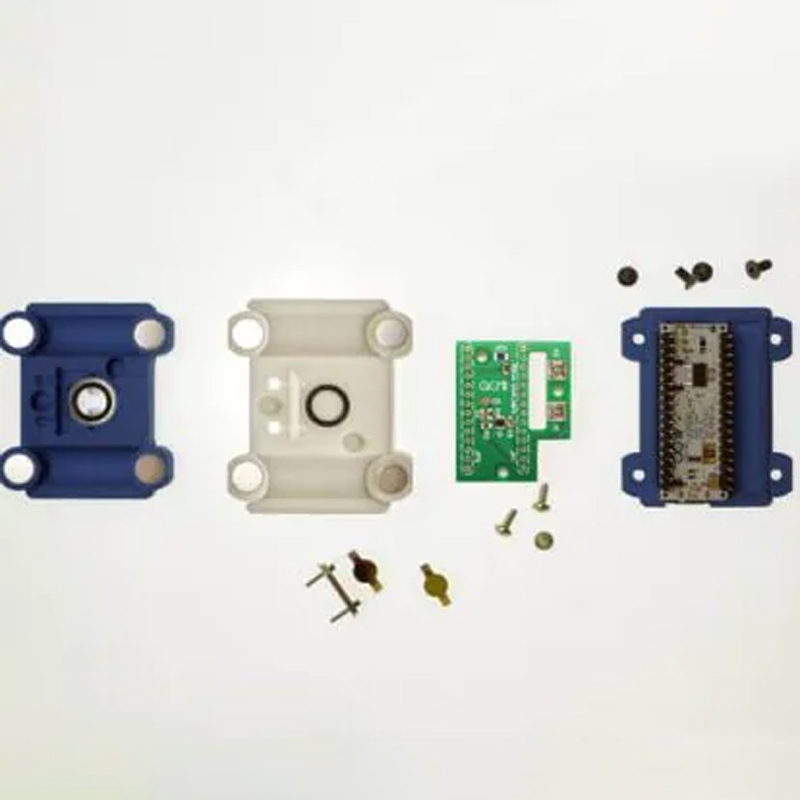
สามารถประกอบชิ้นส่วนหลายชิ้นได้
การสร้างพื้นผิวเป็นไปได้
