SLA
Przewodnik po projektowaniu SLA
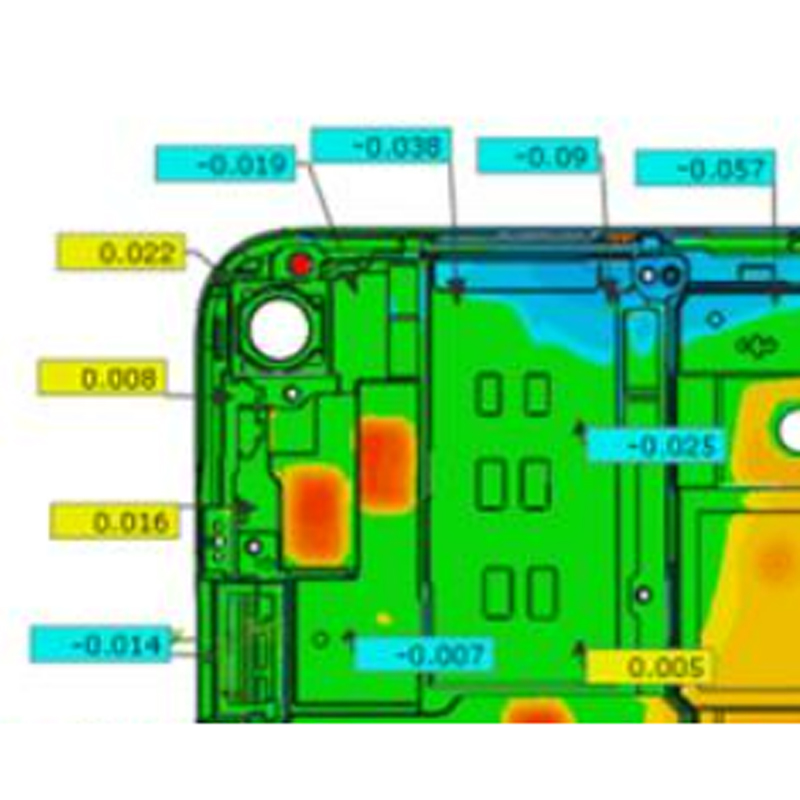
Rozdzielczość drukowania
Standardowa grubość warstwy: 100 µm Dokładność: ±0,2% (z dolną granicą ±0,2 mm)
Ograniczenie rozmiaru 144 x 144 x 174 mm Minimalna grubość Minimalna grubość ścianki 0,8 mm – przy stosunku 1:6
Trawienie i tłoczenie
Minimalne dane dotyczące wysokości i szerokości Tłoczenie: 0,5 mm
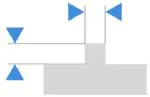
Grawerowanie: 0,5 mm

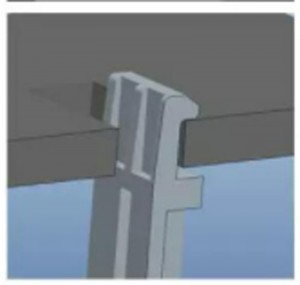
Zamknięta i blokująca objętość
Części zamknięte? Niezalecane. Części zazębiające się? Niezalecane.

Ograniczenie montażu części
Montaż? Nie
Ekspertyza i doradztwo inżynierskie
Zespół inżynierów pomoże Ci zoptymalizować projekt elementu formowanego, sprawdzić GD&T i dobrać materiały. 100% gwarancji na produkt o wysokiej wykonalności produkcji, jakości i identyfikowalności.
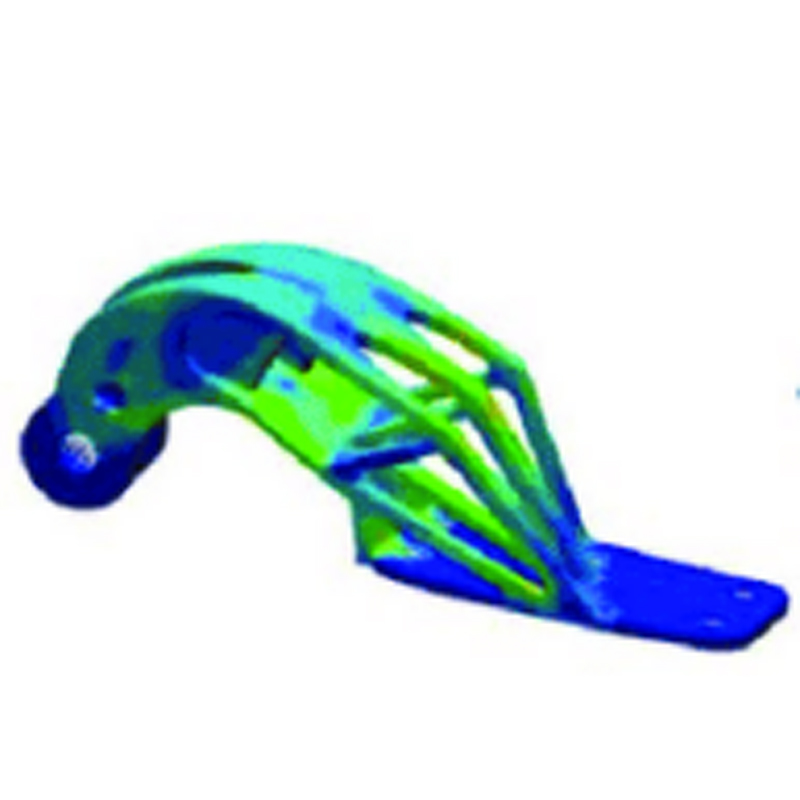
Symulacja przed cięciem stali
Do każdej projekcji wykorzystamy oprogramowanie Mold-Flow, Creo, Mastercam do symulacji procesu formowania wtryskowego, procesu obróbki i procesu rysowania, aby przewidzieć problem przed wykonaniem próbek fizycznych
Projektowanie złożonych produktów
Posiadamy zakłady produkcyjne wiodących marek w zakresie formowania wtryskowego, obróbki CNC i obróbki blach. Pozwala to na projektowanie złożonych produktów o wysokiej precyzji.
Proces wewnętrzny
Produkcja form wtryskowych, formowanie wtryskowe i drugi proces drukowania tamponowego, zgrzewanie, tłoczenie na gorąco, montaż – wszystko odbywa się na miejscu, dzięki czemu koszty i niezawodność rozwoju będą niższe
Korzyści z drukowania SLA

Wysoki poziom szczegółowości
Jeśli potrzebujesz dokładności, SLA to proces wytwarzania addytywnego, którego potrzebujesz, aby tworzyć niezwykle szczegółowe prototypy

Różne zastosowania
Wiele firm, od branży motoryzacyjnej po produkty konsumenckie, wykorzystuje stereolitografię do szybkiego prototypowania

Swoboda projektowania
Produkcja oparta na projektowaniu umożliwia produkcję złożonych geometrii
Wniosek o SLA

Automobilowy
Opieka zdrowotna i medycyna

Mechanika

Wysoka technologia

Towary przemysłowe
Elektronika
SLA vs SLS vs FDM
| Nazwa nieruchomości | Stereolitografia | Selektywne spiekanie laserowe | Modelowanie osadzania stopionego materiału |
| Skrót | SLA | SLS | FDM |
| Rodzaj materiału | Ciecz (fotopolimer) | Proszek (polimer) | Stałe (włókna) |
| Przybory | termoplasty (elastomery) | Tworzywa termoplastyczne, takie jak nylon, poliamid i polistyren; elastomery; kompozyty | Tworzywa termoplastyczne, takie jak ABS, poliwęglan i polifenylosulfon; elastomery |
| Maksymalny rozmiar części (cale) | 59,00 x 29,50 x 19,70 | 22,00 x 22,00 x 30,00 | 36,00 x 24,00 x 36,00 |
| Minimalny rozmiar obiektu (w calach) | 0,004 | 0,005 | 0,005 |
| Minimalna grubość warstwy (cale) | 0,0010 | 0,0040 | 0,0050 |
| Tolerancja (w.) | ±0,0050 | ±0,0100 | ±0,0050 |
| Wykończenie powierzchni | Gładki | Przeciętny | Surowy |
| Prędkość kompilacji | Przeciętny | Szybko | Powolny |
| Aplikacje | Testowanie formy/dopasowania, Testowanie funkcjonalne, Szybkie wzorce narzędzi, Dopasowania zatrzaskowe, Bardzo szczegółowe części, Modele prezentacyjne, Zastosowania w wysokiej temperaturze | Testowanie kształtu i dopasowania, Testowanie funkcjonalne, Szybkie wzorce narzędzi, Części mniej szczegółowe, Części z zatrzaskami i zawiasami, Zastosowania w wysokich temperaturach | Testowanie kształtu i dopasowania, Testowanie funkcjonalne, Szybkie wzorce narzędzi, Małe, szczegółowe części, Modele prezentacyjne, Zastosowania dla pacjentów i żywności, Zastosowania w wysokich temperaturach |
Zaleta SLA
Stereolitografia jest szybka
Stereolitografia jest dokładna
Stereolitografia działa z różnymi materiałami
Zrównoważony rozwój
Możliwe są zespoły wieloczęściowe
Teksturowanie jest możliwe
