SLA
Veiledning for SLA-design
Utskriftsoppløsning
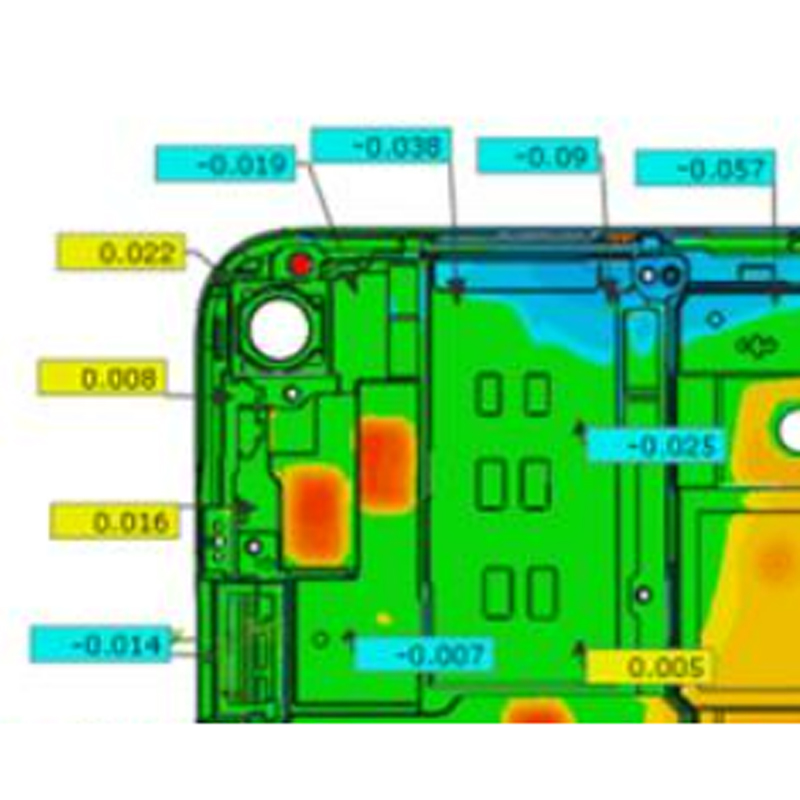
Standard lagtykkelse: 100 µm Nøyaktighet: ±0,2 % (med en nedre grense på ±0,2 mm)
Størrelsesbegrensning 144 x 144 x 174 mm Minimumstykkelse Minimum veggtykkelse 0,8 mm – Med et forhold på 1:6
Etsing og preging
Minimum høyde og breddedetaljer Preget: 0,5 mm
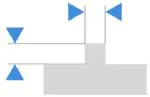
Gravert: 0,5 mm

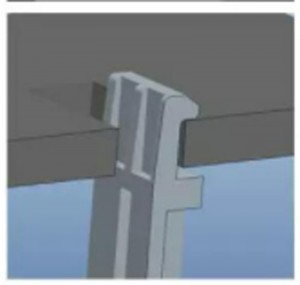
Lukket og sammenlåsende volum
Lukkede deler? Anbefales ikke. Sammenlåsende deler? Anbefales ikke.

Begrensning av montering av deler
Montering? Nei
Ingeniørekspertise og veiledning
Ingeniørteamet vil hjelpe deg med å optimalisere design av støpedeler, GD&T-sjekk og materialvalg. 100 % garanti for produktet med høy produksjonsmulighet, kvalitet og sporbarhet.
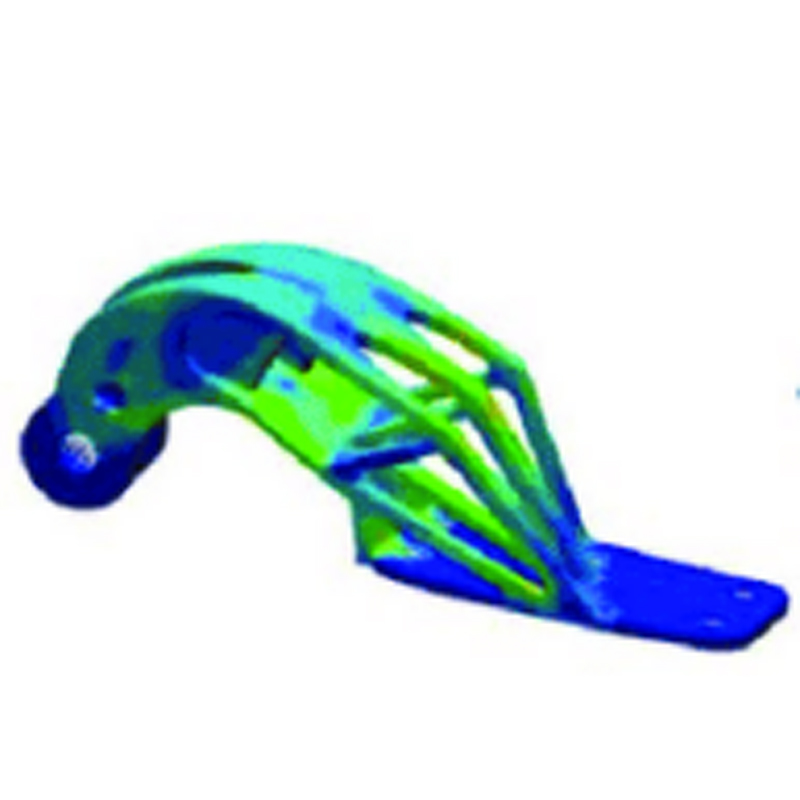
Simulering før kutting av stål
For hver projeksjon vil vi bruke mold-flow, Creo og Mastercam for å simulere sprøytestøpeprosessen, maskineringsprosessen og tegneprosessen for å forutsi problemet før vi lager fysiske prøver.
Kompleks produktdesign
Vi har produksjonsanlegg i toppklasse innen sprøytestøping, CNC-maskinering og metallbearbeiding. Dette muliggjør kompleks produktdesign med høy presisjonskrav.
Intern prosess
Sprøytestøping, sprøytestøping og andre prosess med tamptrykk, varmestaking, varmstempling og montering skjer internt, slik at du får mye lave kostnader og pålitelig utviklingstid.
Fordeler med SLA-utskrift

Høyt detaljnivå
Hvis du trenger nøyaktighet, er SLA den additive produksjonsprosessen du trenger for å lage svært detaljerte prototyper.

Ulike bruksområder
Fra bilindustrien til forbrukerprodukter bruker mange selskaper stereolitografi for rask prototyping.

Designfrihet
Designdrevet produksjon lar deg produsere komplekse geometrier
SLA-søknad

Bilindustrien
Helsevesen og medisinsk

Mekanikk

Høyteknologi

Industrielle varer
Elektronikk
SLA vs. SLS vs. FDM
| Eiendomsnavn | Stereolitografi | Selektiv lasersintring | Modellering av smeltet avsetning |
| Forkortelse | SLA | SLS | FDM |
| Materialtype | Væske (fotopolymer) | Pulver (polymer) | Faste (filamenter) |
| Materialer | Termoplast (elastomerer) | Termoplaster som nylon, polyamid og polystyren; elastomerer; kompositter | Termoplaster som ABS, polykarbonat og polyfenylsulfon; elastomerer |
| Maksimal delstørrelse (i tommer) | 59,00 x 29,50 x 19,70 | 22,00 x 22,00 x 30,00 | 36,00 x 24,00 x 36,00 |
| Min. funksjonsstørrelse (i tommer) | 0,004 | 0,005 | 0,005 |
| Min. lagtykkelse (i tommer) | 0,0010 | 0,0040 | 0,0050 |
| Toleranse (i tommer) | ±0,0050 | ±0,0100 | ±0,0050 |
| Overflatebehandling | Glatt | Gjennomsnittlig | Ujevn |
| Byggehastighet | Gjennomsnittlig | Rask | Langsom |
| Bruksområder | Form-/tilpasningstesting, Funksjonstesting, Raske verktøymønstre, Klikktilpasninger, Svært detaljerte deler, Presentasjonsmodeller, Høy varmeapplikasjoner | Form-/tilpasningstesting, Funksjonstesting, Raske verktøymønstre, Mindre detaljerte deler, Deler med snap-fits og levende hengsler, Høy varmeapplikasjoner | Form-/tilpasningstesting, Funksjonstesting, Raske verktøymønstre, Små detaljerte deler, Presentasjonsmodeller, Pasient- og matapplikasjoner, Høy varmeapplikasjoner |
SLA-fordel
Stereolitografi er raskt
Stereolitografi er nøyaktig
Stereolitografi fungerer med forskjellige materialer
Bærekraft
Flerdelte monteringer er mulige
Teksturering er mulig
