Acordo de nivel de servizo
Guía de deseño de SLA
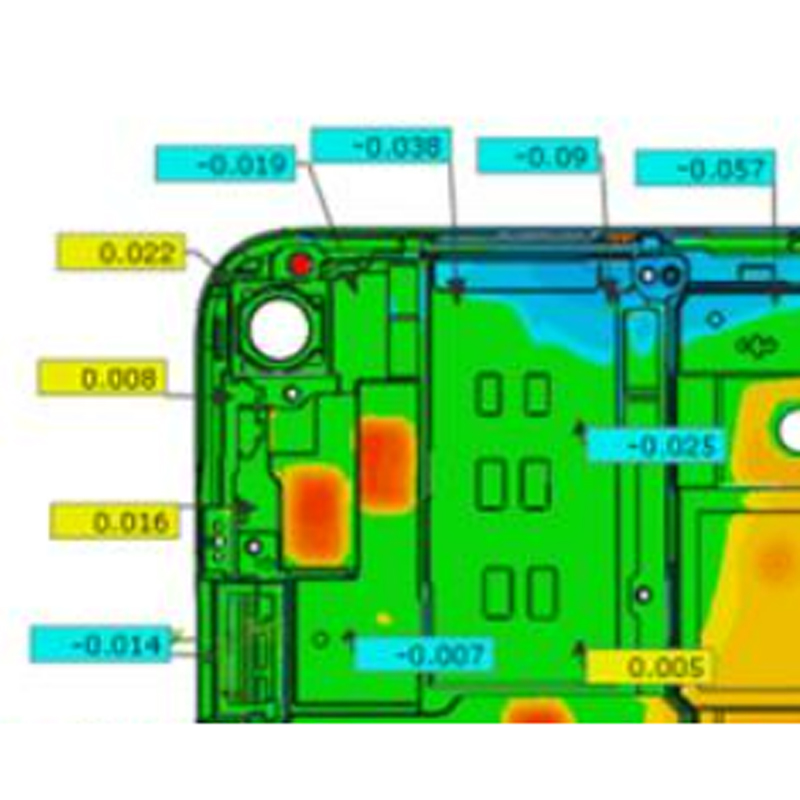
Resolución de impresión
Grosor de capa estándar: 100 µm Precisión: ±0,2 % (cun límite inferior de ±0,2 mm)
Limitación de tamaño 144 x 144 x 174 mm Grosor mínimo Grosor mínimo de parede 0,8 mm – Cunha proporción de 1:6
Gravado e repujado
Detalles mínimos de altura e anchura en relevo: 0,5 mm
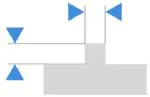
Gravado: 0,5 mm

Volume pechado e entrelazado
Pezas pechadas? Non recomendado Pezas entrelazadas? Non recomendado

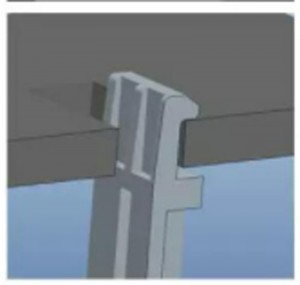
Restrición de montaxe de pezas
Asemblea? Non
Experiencia e orientación en enxeñaría
O equipo de enxeñería axudarache a optimizar o deseño das pezas de moldeo, a comprobación de GD&T e a selección de materiais. Garante ao 100 % a viabilidade da produción, a calidade e a trazabilidade do produto.
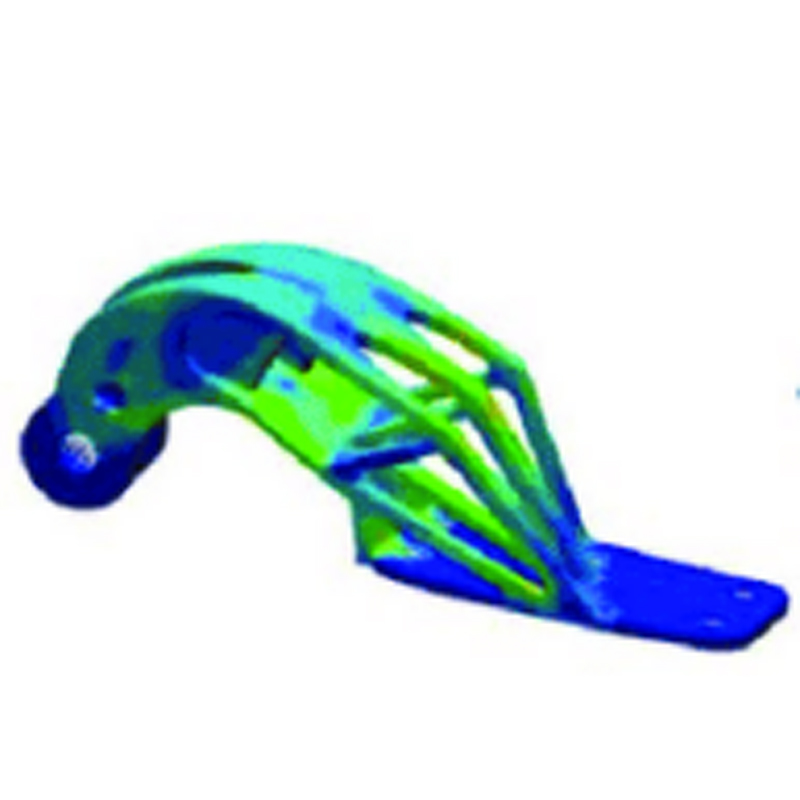
Simulación antes do corte de aceiro
Para cada proxección, empregaremos Mold-Flow, Creo e Mastercam para simular o proceso de moldeo por inxección, o proceso de mecanizado e o proceso de debuxo para predicir o problema antes de facer mostras físicas.
Deseño de produtos complexos
Contamos coas mellores instalacións de fabricación en moldeo por inxección, mecanizado CNC e fabricación de chapa metálica. O que permite un deseño de produtos complexos e de alta precisión.
Proceso interno
A fabricación de moldes por inxección, o moldeo por inxección e o segundo proceso de tampografía, fixación por calor, estampado en quente e montaxe son todos internos, polo que terá un custo moito máis baixo e un prazo de desenvolvemento fiable.
Vantaxes da impresión SLA

Alto nivel de detalles
Se precisas precisión, SLA é o proceso de fabricación aditiva que necesitas para crear prototipos altamente detallados.

Varias aplicacións
Desde a automoción ata os produtos de consumo, moitas empresas empregan a estereolitografía para a creación rápida de prototipos.

Liberdade de deseño
A fabricación baseada no deseño permíteche producir xeometrías complexas
Aplicación do SLA

Automoción
Saúde e medicina

Mecánica

Alta tecnoloxía

Bens industriais
Electrónica
SLA fronte a SLS fronte a FDM
| Nome da propiedade | Estereolitografía | Sinterización láser selectiva | Modelado por Deposición Fusada |
| Abreviatura | Acordo de nivel de servizo | SLS | FDM |
| Tipo de material | Líquido (fotopolímero) | Po (Polímero) | Sólido (filamentos) |
| Materiais | Termoplásticos (Elastómeros) | Termoplásticos como nailon, poliamida e poliestireno; elastómeros; materiais compostos | Termoplásticos como ABS, policarbonato e polifenilsulfona; elastómeros |
| Tamaño máximo da peza (polgadas) | 59,00 x 29,50 x 19,70 | 22,00 x 22,00 x 30,00 | 36,00 x 24,00 x 36,00 |
| Tamaño mínimo da función (polgadas) | 0,004 | 0,005 | 0,005 |
| Espesor mínimo da capa (polgadas) | 0,0010 | 0,0040 | 0,0050 |
| Tolerancia (polgadas) | ±0,0050 | ±0,0100 | ±0,0050 |
| Acabado superficial | Suave | Media | Áspero |
| Velocidade de compilación | Media | Rápido | Lento |
| Aplicacións | Probas de forma/axuste, probas funcionais, patróns de ferramentas rápidos, axustes a presión, pezas moi detalladas, modelos de presentación, aplicacións de alta temperatura | Probas de forma/axuste, probas funcionais, patróns de ferramentas rápidas, pezas menos detalladas, pezas con axustes a presión e bisagras vivas, aplicacións de alta temperatura | Probas de forma/axuste, probas funcionais, patróns de ferramentas rápidas, pezas pequenas e detalladas, modelos de presentación, aplicacións para pacientes e alimentos, aplicacións de alta temperatura |
Vantaxe do SLA
A estereolitografía é rápida
A estereolitografía é precisa
A estereolitografía funciona con diferentes materiais
Sostibilidade
As montaxes de varias pezas son posibles
Texturizar é posible
